Introduction
Paper mill dryer section moisture control ranks among the most challenging aspects of papermaking operations. While drying accounts for 60-70% of total papermaking energy costs, achieving consistent moisture control remains elusive for most mills. The challenge stems from a complex interplay of heat and mass transfer dynamics, variable incoming conditions, and the limitations of measurement technology.
Many mills struggle with moisture variations that trigger quality defects, increase energy waste, and force speed reductions. Even seemingly minor fluctuations of just 1-2% can cause rejection of high-value coated grades.
The dryer section consumes the vast majority of thermal energy yet removes less than 1% of the water — meaning every inefficiency compounds quickly. Understanding what drives these control failures is the first step toward addressing them.
Key Takeaways
- Complex heat transfer dynamics, incoming moisture variability, and sensor limitations make dryer section moisture control challenging
- Common causes include press section inconsistency, inadequate cross-direction control, steam pressure fluctuations, and sensor lag
- Poor control leads to quality defects (curl, cockling), energy waste of 4-5% per 1% over-drying, and 10-20% speed reductions
- Prevention centers on press performance at 48-52% solids, real-time cross-machine measurement, and stable steam systems
- Sustained control requires routine sensor calibration, ongoing monitoring, and trained operators
Common Causes Why Dryer Section Moisture Is Hard to Control
Moisture control difficulty stems from multiple interacting factors operating simultaneously in a dynamic, high-speed environment. Five root causes account for most of the instability mills encounter — and they rarely act in isolation.
Incoming Web Moisture Variability from Press Section
Inconsistent moisture content entering the dryer creates immediate control challenges. The press section typically delivers web at 45-55% solids, but variations in this baseline dramatically affect dryer performance.
Press section performance fluctuations, basis weight changes, and furnish differences all contribute to incoming moisture variability. A 1% increase in sheet moisture entering the dryer results in a 4% increase in drying demand. The dryer section cannot compensate for large incoming moisture variations without sacrificing speed or quality.
Key factors affecting press exit moisture:
- Press nip pressure variations and felt conditioning
- Basis weight fluctuations across the web
- Furnish composition changes (fiber type, refining level)
- Roll press versus shoe press technology differences
Complex Heat and Mass Transfer Dynamics
Drying involves simultaneous conductive heating from cylinders, convective drying in pockets, and internal moisture migration within the web. These processes interact in ways that make precise control difficult.
Moisture gradients develop through the web thickness (Z-direction), creating different drying rates at surfaces versus the core. Surface moisture evaporates quickly while core moisture must migrate outward — leading to over-dried surfaces while the core remains wet.
Speed makes this worse. Above 1,500 m/min, shortened dwell time reduces the dryer section's ability to respond to moisture variations, while aerodynamic instability adds another layer of unpredictability.
Inadequate Cross-Direction Moisture Profile Control
Conventional cylinder dryers have limited ability to control moisture distribution across the web width. This creates persistent cross-direction (CD) moisture variations that compromise quality.
Common sources of CD variation:
- Edge effects from heat loss at web edges
- Uneven steam distribution within cylinders
- Asymmetric pocket ventilation patterns
- Press section CD moisture profile carryover
CD moisture variations of 2-3% are common in standard production but cause significant quality problems in sensitive grades. Without dedicated CD control actuators, operators can only adjust average moisture, not the profile shape.
Measurement System Limitations and Response Delays
Most moisture sensors measure only at the reel (after drying is complete), creating a 2-5 minute delay between cause and detection. This lag makes reactive control nearly impossible at modern machine speeds.
Several measurement factors compound this problem:
- Sensor placement — reel-only positioning misses in-process variation
- Measurement principle — infrared, microwave, and capacitance sensors each have calibration drift and surface-bias limitations
- Core vs. surface readings — sensors often capture surface moisture while core moisture in heavier basis weights tells a different story
Standard scanning sensors traverse the web width, creating additional delays and "zigzag" measurement patterns that don't capture true cross-direction profiles in real time.
Steam System Pressure Fluctuations and Temperature Variations
Mill-wide steam demand variations cause pressure fluctuations that directly affect dryer cylinder surface temperatures. A variation of just 0.5 psi in steam pressure can cause a 5-10°C swing in cylinder surface temperature, directly impacting drying rates.
Even minor temperature swings affect final moisture content because drying rate is proportional to the temperature difference between the cylinder and the sheet. Steam quality issues — including wet steam and condensate accumulation — reduce heat transfer efficiency unpredictably.
Condensate buildup inside cylinders acts as an insulator, reducing heat transfer coefficients and creating uneven heating patterns across the cylinder surface.

What Happens If Poor Moisture Control Is Ignored
Ignoring moisture control doesn't just affect sheet quality — it drives up energy costs, triggers customer rejections, and caps machine speed. The consequences hit three areas simultaneously.
Quality Defects and Customer Complaints
Poor moisture control triggers specific, measurable quality defects:
- Curl: Moisture differential between top and bottom surfaces causes the sheet to curl, creating handling problems in converting
- Mottle: Uneven moisture creates visible density variations, especially problematic in coated grades where coating holdout varies
- Dimensional instability: Moisture variations cause uneven shrinkage, leading to registration problems in printing applications
- Cockling: Cyclic moisture changes create small-scale out-of-plane deformations
- Two-sidedness: Different drying rates between top and bottom create surface property differences
For coated grades, moisture variations exceeding 1-2% frequently trigger rejection. The cost impact extends beyond immediate quality claims to include returns, customer dissatisfaction, and lost future business.
Excessive Energy Consumption and Operating Costs
Over-drying to compensate for poor control wastes substantial energy. Mills often target lower average moisture to ensure the wettest spots meet specifications, but this strategy is expensive.
Energy penalties of over-drying:
- Every 1% reduction in final moisture increases dryer steam demand by approximately 4-5%
- This equates to roughly 0.04 tons of steam per ton of paper for each 1% of excess moisture removed
- Since dryer sections operate at roughly 50% energy efficiency, the added load represents substantial fuel waste
For a mill producing 500,000 tons annually, forcing 0.5% over-drying wastes thousands of tons of steam each year. A UK board machine case study demonstrated this directly: raising the moisture target by just 1% reduced dryer steam demand by 1.34%, translating to annual savings exceeding £100,000.
Reduced Production Speed and Machine Runnability Issues
Moisture-related problems force speed reductions and increase web breaks, directly impacting production capacity.
Production impacts:
- Moisture instability typically forces speed reductions of 10-20% on sensitive grades
- Approximately 20-30% of web breaks are attributed to dryer section issues, including moisture streaks and uneven drying
- Uneven moisture creates tension variations leading to wrinkles, baggy edges, and threading problems
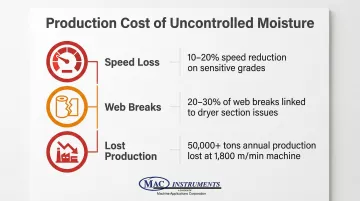
Running below design speed creates opportunity cost — lost production that cannot be recovered. A machine designed for 1,800 m/min but limited to 1,500 m/min by moisture instability can lose more than 50,000 tons of annual production.
How to Prevent Dryer Section Moisture Control Problems
Prevention requires an integrated approach across press section performance, dryer design, measurement systems, and process control.
Optimize Press Section Performance for Consistent Outgoing Dryness
The foundation of dryer section moisture control is consistent incoming moisture. Target press section dryness of 48-52% solids with coefficient of variation ≤0.2%.
Implementation strategies:
- Shoe press technology delivers 4-6% higher dryness than roll presses, reducing dryer steam load by 25-30% and enabling speed increases of 15-20% on dryer-limited machines
- Felt conditioning — maintain permeability and cleanliness to ensure consistent dewatering across the web width
- Nip pressure optimization — balance loading to maximize dewatering without crushing sheet structure
Prioritize these improvements during press section rebuilds; the dryness gains translate directly to reduced steam demand and tighter moisture control downstream.
Install Advanced Moisture Measurement Systems with Fast Response
Real-time measurement enables predictive control rather than reactive adjustments. Install scanning moisture sensors at multiple dryer section locations—after pre-dryer, mid-dryer, and after dryer.
System selection criteria:
- High accuracy: ±0.1-0.2% moisture to distinguish real variations from measurement noise
- Fast scanning speed: Modern sensors provide 33-99 readings per second
- Minimal maintenance requirements: Chemical-free, optical-free designs reduce downtime
Multi-point measurement throughout the dryer section allows operators to detect moisture disturbances early and make corrections before they affect final product. For dryer section exhaust monitoring specifically, high-temperature analyzers with NIST-traceable calibration — such as MAC Instruments' patented sensor designs, which require no chemicals, optics, or compressed air — deliver the measurement stability that closed-loop control demands.
Implement Cross-Direction Moisture Profile Control
Zone-based control systems correct persistent CD moisture variations that conventional dryers cannot address. Steam boxes or infrared-based CD moisture control systems adjust drying intensity across the web width.
System architecture:
- 20-40 actuator zones (typical spacing 50-75 mm) enable precise profile correction
- Integration with dryer section automation for closed-loop profile control
- 60-80% reduction in CD 2-sigma moisture variation compared to uncontrolled systems
Steam profilers can also increase overall sheet dryness entering the dryer section by 1.5-3%, further reducing energy load. The investment typically shows ROI within 12-18 months based on energy savings and quality improvements.

Stabilize Steam System and Optimize Dryer Cylinder Conditions
Consistent cylinder surface temperatures require stable steam supply and effective condensate removal.
Critical elements:
- Control steam pressure at the dryer header to eliminate mill-wide demand fluctuations that destabilize cylinder temperatures
- Use stationary siphons or rotary joints to maintain thin condensate layers and maximize heat transfer
- Monitor steam quality continuously — wet steam reduces heat transfer efficiency in ways that are difficult to compensate for
- Clean cylinder surfaces regularly to prevent scale deposits inside and fiber buildup outside, both of which degrade heat transfer coefficients
Even a thin condensate layer acts as an insulator, significantly reducing heat transfer. Mills that track condensate removal performance as a KPI typically maintain more stable moisture profiles than those managing it reactively.
Design Dryer Section for Adequate Capacity with Margin
Design for 15-20% excess drying capacity beyond normal operating conditions. This margin allows operation at lower steam pressures with better control response and accommodates incoming moisture variations without speed loss.
Design considerations:
- Single-tier versus double-tier configuration: Single-tier (Unorun) improves runnability by supporting the sheet continuously but may have lower capacity per unit length
- Pocket ventilation design: Effective ventilation removes evaporated moisture; target pocket humidity below 0.2-0.3 lb water/lb dry air
- Cylinder arrangement: Balance top and bottom heating to minimize two-sidedness
Machines built with this margin consistently outperform tight-capacity designs when incoming furnish moisture spikes or steam supply fluctuates.
Tips for Long-Term Moisture Control and Prevention
Consistent moisture control doesn't happen by accident — it requires disciplined routines that catch drift before it becomes a production problem.
Track Moisture Performance with Statistical Process Control
- Track moisture mean, standard deviation, and profile quality metrics daily using control charts
- Set alarm limits for out-of-control conditions and investigate root causes immediately
- Maintain historical database to identify seasonal patterns, grade-specific trends, and long-term drift
- Monitor 2-sigma values (two standard deviations) as the industry standard for variability assessment
Build Operator Competency in Moisture Control
- Train operators on relationships between steam pressure, speed, basis weight, and final moisture
- Develop troubleshooting guides for common moisture control problems with clear diagnostic steps
- Ensure operators can interpret moisture scanner data and make appropriate adjustments without over-correcting
Keep Measurement Systems Calibrated and Validated
- Follow manufacturer recommendations for calibration frequency using NIST-traceable standards
- Perform validation checks against laboratory moisture measurements weekly to detect sensor drift
- Document sensor drift patterns and plan preventive maintenance accordingly
- For systems like the MAC155 with built-in calibration capability, use daily two-point calibration checks to ensure ongoing accuracy
Conclusion
Dryer section moisture control is difficult for concrete reasons: incoming variability from the press section, complex heat and mass transfer dynamics, measurement delays, and steam system instability. Each of these challenges has a solution — and often a well-tested one.
Prevention comes from combining the right elements into a single, coordinated strategy:
- Optimized press section performance to reduce incoming moisture variability
- Multi-point measurement systems that catch cross-direction profile problems early
- Cross-direction profile control to address localized wet zones before they compound
- Stable steam systems with effective condensate removal to maintain consistent heat delivery
When these elements work together, the results are measurable. Mills that invest in comprehensive moisture control systems typically see ROI within 12-18 months through reduced energy consumption, fewer quality claims, and higher production speeds. Quality consistency follows — and so does the margin that comes with it.
Frequently Asked Questions
How can I reduce moisture variation in my paper mill dryer section?
Reducing moisture variation requires action at several points simultaneously: maintain press section dryness at 48-52% solids, install real-time moisture sensors at pre-dryer, mid-dryer, and post-dryer locations, and implement CD profile control with 20-40 zones. Stabilizing steam system pressure is equally important — temperature fluctuations are one of the fastest ways to disrupt consistent drying rates.
What causes uneven moisture across the width of the paper web?
The main causes are edge heat loss, uneven steam distribution inside dryer cylinders, and CD moisture profile carryover from the press section. Conventional cylinder dryers can't correct these variations on their own — dedicated CD control actuators like steam boxes or infrared systems are needed to address them effectively.
Is investing in advanced moisture sensors worth the cost for dryer section control?
Yes, the ROI typically justifies investment within 12-18 months. A 0.5% reduction in average moisture target (eliminating over-drying safety margin) saves approximately 2-2.5% in dryer steam consumption. For a 500,000 ton/year mill, this translates to annual savings exceeding $100,000. Factor in fewer rejects and reduced customer claims, and the payback period often shortens further.
Why does my moisture reading at the reel not match laboratory test results?
The most common causes are sensor calibration drift and the difference between surface moisture (what online sensors measure) and core moisture (what oven drying captures in the lab). Moisture regain during sheet cooling also contributes. Regular validation against NIST-traceable standards keeps these discrepancies within acceptable limits.
What is the optimal moisture content target for different paper grades?
Optimal moisture targets vary by grade: newsprint 6-8%, uncoated freesheet 4-6%, coated papers 5-7%, linerboard 6-9%. The specific target depends on customer specifications, end-use requirements, and converting equipment capabilities. The key is matching customer specifications while avoiding over-drying, which wastes energy. Each 1% of unnecessary moisture removal increases steam consumption by approximately 4-5%.
How does machine speed affect dryer section moisture control capability?
Higher speeds shrink dwell time per cylinder and compress the window available to detect and correct moisture disturbances. Above 1,500 m/min, fast-scanning sensors with response times under 120 seconds become essential, along with more sophisticated control algorithms to compensate for the reduced correction window.