Introduction
A single percentage point error in moisture measurement can cost gypsum board manufacturers thousands of dollars in rejected product, wasted energy, and potential structural failures. Industry data reveals that acceptable scrap rates of 10-12% are built into manufacturing cost structures, with moisture-related defects—warping, delamination, and dimensional instability—driving much of this waste.
Gypsum board dryers create three compounding measurement problems most industrial sensors aren't built to handle:
- Extreme heat: Temperatures of 300–600°F (150–315°C) accelerate sensor degradation and calibration drift
- Dust interference: Pervasive gypsum dust coats sensor elements, generating false readings
- Chemical phase shifts: Transformations between calcium sulfate dihydrate, hemihydrate, and anhydrite release or absorb water, producing ambiguities conventional sensors frequently misread
TLDR: Key Takeaways
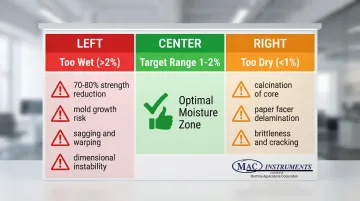
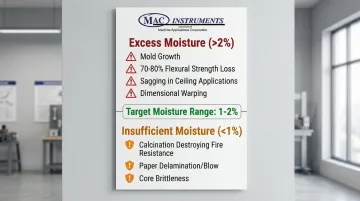
- Finished gypsum board must hit 1-3% moisture — miss that window and you risk strength loss, mold growth, or paper delamination
- Sensor accuracy suffers in dryer environments due to extreme heat (300–600°F), dust buildup, and calcium sulfate phase changes
- Gravimetric oven tests take hours — a lag that's untenable at production speeds of 200 ft/min
- High-temperature moisture sensors with NIST-traceable calibration deliver real-time readings that keep production on spec
Understanding Gypsum Board Moisture Requirements
Finished gypsum board typically contains 1% or less moisture content by weight, though operational targets often fall between 1.2–2% before final conditioning. This narrow range has real consequences on either side:
| Condition | Moisture Level | Risk |
|---|---|---|
| Too dry | Below 1.2% | Dimensional swelling from moisture re-absorption |
| Too wet | Above 2% | Shrinkage and structural weakness |
Impact on Product Performance
Moisture content directly affects every critical property of gypsum board:
- Excess moisture reduces mechanical strength by 70–80%, making over-wet boards unsuitable for structural applications
- Moisture below 1% causes the paper facer to delaminate from the core — a critical and irreversible quality failure
- Correct moisture levels prevent warping, sagging, and cracking throughout installation and service life
- The right moisture balance preserves the dihydrate crystal structure responsible for fire resistance
These performance factors trace directly back to the chemistry of gypsum itself — specifically, how heat and moisture interact during drying.
Chemical Phase Transformations
Pure gypsum is calcium sulfate dihydrate (CaSO₄·2H₂O), containing approximately 20% chemically combined water by weight. The drying process must remove free water without calcining the core.
If core temperature exceeds approximately 80°C (176°F), the dihydrate begins dehydrating into hemihydrate (CaSO₄·½H₂O) and eventually anhydrite (CaSO₄). This calcination releases chemically bound water, destroying the very crystal structure that gives the board its strength and fire resistance.
Critical Moisture Measurement Challenges in Dryer Environments
High-Temperature Effects on Sensor Performance
Dryer temperatures ranging from 300-600°F (150-315°C) cause severe problems for conventional moisture sensors. RF sensors are rated for different temperature ranges: Low (0-60°C), High (up to 260°C), and Ultra-High (up to 540°C). Using sensors outside their rated range leads to significant calibration drift and potential failure.
The challenge extends beyond simple sensor survival. At elevated temperatures, distinguishing between free water (physically present moisture) and chemically bound water (moisture integrated into the gypsum crystal structure) becomes difficult.
Standard oven tests must be carefully controlled — drying at 40°C (104°F) is specified to remove hygroscopic moisture without driving off chemically bound water. Drying at higher temperatures risks counting bound water as free moisture, invalidating results.
Dust and Particulate Interference
Gypsum dust is widespread in manufacturing environments. OSHA limits for particulates are 15 mg/m³ (total dust) and 5 mg/m³ (respirable fraction). This fine dust coats optical windows and sensor heads, requiring active mitigation.
Impact on different sensor types:
- Optical sensors (NIR/IR) are the most vulnerable — dust on lenses blocks the light path, producing false "high moisture" readings or complete signal loss
- Microwave/RF sensors handle surface dust better due to signal penetration, but heavy buildup can still detune resonant frequency or attenuate the signal
Frequent sensor cleaning creates maintenance burden and downtime costs. Without proper dust protection systems, sensors require daily or weekly cleaning to maintain accuracy.
Rapid Process Variations
Modern gypsum board production lines operate at approximately 60 meters per minute (200 ft/min). At these speeds, moisture measurement lag time becomes critical.
Gravimetric oven method latency: The reference method involves weighing, drying, and reweighing samples. ASTM D4442 defines oven-dry as no appreciable mass change over 4-hour intervals. For gypsum, low-temperature drying (40°C) to protect bound water can take days to reach equilibrium. Even accelerated lab tests take hours — by the time results arrive, process feedback is historical data.
At 200 ft/min, a 2-hour lab test delay allows 24,000 feet of potentially off-spec board to be produced before any correction is possible. That gap forces operators to run conservative, over-dry setpoints to avoid under-dried rejects, wasting significant energy.
Calibration Stability Issues
Extreme temperature cycling and harsh conditions cause conventional sensors to drift from calibration, requiring frequent recalibration. The challenge is compounded by the difficulty of performing accurate field calibrations without NIST-traceable reference standards.
High-temperature sensors experience thermal drift because elevated temperatures alter the dielectric properties of the sensor materials themselves. Without proper design for these environments, accuracy degrades quickly. Contributing factors include:
- Lack of temperature compensation algorithms matched to operating range
- Sensor materials not specified for sustained high-heat exposure
- Calibration intervals set for lab conditions, not industrial cycling
Humidity and Condensation Problems
Moisture in ambient air or condensation within measurement systems interferes with accurate readings. Maintaining dry reference conditions in humid production environments — where the product itself is releasing water vapor — presents ongoing complications.
Condensation on sensor elements or in sample lines triggers false high readings, pushing operators to over-dry the product. The risk grows during:
- Seasonal humidity swings that shift ambient dew point
- Process startups when equipment is still cold
- Nighttime temperature drops in facilities without climate control
Chemical Phase Transformation Interference
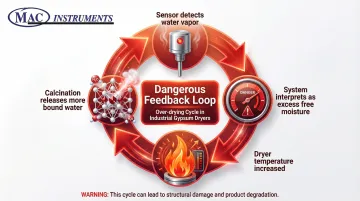
The chemical transformations between gypsum phases (releasing or absorbing water of crystallization) create measurement ambiguities. Sensors may detect water vapor released during calcination and incorrectly interpret it as excess free moisture requiring additional drying.
The result is a dangerous feedback loop. Over-drying drives off chemically bound water, which releases vapor the sensor detects — and that reading signals the need for even more drying. Eventually, the board is fully calcined: brittle, structurally weakened, and stripped of its fire-resistance properties.
Consequences of Inaccurate Moisture Control
Product Quality Defects
Excess moisture (>2%):
- Mold growth: Excess moisture creates conditions favorable for microbial growth; gypsum board must be dried thoroughly within 24-48 hours to prevent this
- Structural weakness: 70-80% loss in flexural strength when boards are hydrated, making them unsuitable for load-bearing applications
- Sagging: High moisture content boards are prone to sagging, particularly in ceiling applications
- Dimensional instability: Wet boards warp and deform during handling and installation
Insufficient moisture (<1%):
- Calcination: Over-drying drives off chemically bound water, turning the core into hemihydrate or anhydrite and destroying fire-resistant properties
- Paper delamination: The bond between paper facer and gypsum core fails, resulting in "paper blow" and rejected product
- Brittleness: Over-dried cores crack during handling and installation
Energy Waste and Production Inefficiency
Drying consumes the majority of energy in wallboard production. Life Cycle Assessment data shows that producing 1 MSF (thousand square feet) of ½-inch board requires approximately 1,820 cubic feet of natural gas and 47 kWh of electricity. For 5/8-inch Type X board, this increases to 2,577 cubic feet of gas and 67 kWh.
Every percentage point of moisture removed below target represents wasted natural gas. Over-drying by even 0.5-1% creates significant fuel costs when multiplied across millions of square feet of annual production.
Those energy losses compound a second problem: speed. The dryer is often the production bottleneck, and running it slower to guarantee dryness cuts total plant capacity. Inline moisture measurement lets operators push closer to maximum line speed without risking wet board shipments.
Compliance and Liability Risks
ASTM C1396 (which replaced the previous C36 standard) governs physical property requirements for gypsum board, including flexural strength, hardness, and nail pull resistance. Moisture-related defects that compromise these properties result in non-compliance.
Moisture-related failures in installed systems carry real liability: structural damage claims, mold remediation costs, and potential health impacts from microbial growth in compromised walls and ceilings.
Increased Operational Costs
Measurement errors accumulate across every stage of production:
- Rejected product: Contributing to the industry's 10-12% scrap rate
- Rework: Labor and material costs to reprocess or dispose of off-spec board
- Warranty claims: Field failures requiring replacement and installation labor
- Excess energy consumption: Over-drying waste multiplied across production volume
A typical gypsum board plant producing 500 million square feet annually could waste hundreds of thousands of dollars in energy costs alone from a 0.5% over-drying error, based on the energy consumption figures cited above.
Process Control Limitations
Unreliable moisture data prevents effective automated process control and optimization of dryer parameters. Without real-time feedback, operators cannot implement feed-forward control strategies that adjust dryer settings based on incoming material moisture content.
Periodic offline testing forces a no-win trade-off:
- Run conservative (wasteful) dryer setpoints to create a safety buffer
- Push closer to target and risk out-of-spec product during the lag between lab tests
Continuous inline monitoring eliminates that gap, giving operators the data they need to hold tight tolerances without sacrificing throughput or burning excess fuel.
Advanced Solutions for Reliable Moisture Measurement
High-Temperature Moisture Analyzer Technology
Advanced moisture measurement systems are specifically designed for extreme temperature environments. MAC Instruments' MAC 125 and MAC 155 moisture analyzers operate at temperatures up to 1200°F (650°C), with optional capability to 2400°F (1300°C) using special mounting hardware. These systems use patented solid-state sensor technology that overcomes temperature-related challenges through robust sensor design and built-in temperature compensation.
The technology provides NIST-traceable calibration, supporting compliance with regulatory requirements. Unlike conventional sensors that degrade rapidly in high-heat environments, these analyzers maintain ±1% accuracy across their entire operating temperature range. That consistency comes from automatic altitude/pressure compensation and proprietary high-temperature capacitive sensor elements.
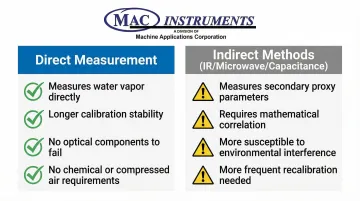
Direct Measurement vs. Indirect Methods
Direct moisture measurement technologies measure water vapor or moisture content directly, while indirect methods (IR, microwave, capacitance) measure secondary parameters and calculate moisture through correlation.
Advantages of direct measurement:
- Reads actual moisture content directly — no mathematical correlation between a proxy parameter and the real value
- Holds calibration longer by measuring the target parameter rather than inferring it from secondary properties
- Requires no chemicals, wet bulb techniques, compressed air, or optical components that can fail in harsh environments
Advanced direct measurement systems respond to water vapor partial pressure, delivering consistent performance even under highly variable humidity conditions. That reliability makes them well-suited for inline continuous deployment across dryer zones.
Inline Continuous Monitoring Systems
Real-time inline moisture monitoring provides immediate process feedback versus periodic sampling and offline laboratory testing. RF sensors can provide sampling rates as fast as 10ms to 1 second, enabling immediate feedback control of dryer temperature and line speed.
Case example: Cabot Gypsum installed real-time inline gauging after board formation but before the dryer. The system provided immediate feedback on thickness and taper issues, allowing operators to correct process drifts before the board entered the dryer, preventing "an oven full of scrap boards." The plant achieved earlier detection of defects and reduced scrap loading into the dryer.
Continuous monitoring enables feed-forward control strategies where sensors at the wet end measure incoming board moisture to anticipate dryer load, while sensors at multiple dryer zones trim drying parameters in real-time.
Automated Calibration and Verification
Built-in calibration systems allow field verification without removing sensors from the process. The MAC 155 moisture analyzer features an integrated two-point calibration system with an internal distilled water tank (17 fl. oz. capacity) that generates controlled water vapor samples for calibration verification.
Key calibration specs include:
- Calibration checkpoints at 6% and 12% — or 12% and 24% — moisture by volume
- Accuracy maintained at ±1% of full scale at each checkpoint
- Internal water supply lasts approximately one year with daily checks
This automated approach reduces downtime and ensures consistent accuracy over time, facilitating adherence to EPA regulations and local mandates pertaining to exhaust stack installations.
Integration with Process Control Systems
Modern moisture measurement systems integrate directly with DCS/PLC systems through standardized analog outputs (0-20mA or 4-20mA). Operators can configure the analyzers to output either "% moisture by volume" or "Humidity Ratio (Kg of water per Kg of dry air)" — humidity ratio being the most common selection for drying applications.
Closed-loop moisture control maintains moisture content at a constant, predetermined level — cutting energy waste during over-drying and preventing quality failures from under-drying in a single automated feedback loop.
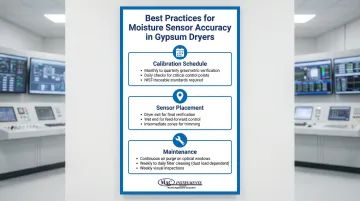
Best Practices for Maintaining Measurement Accuracy
Accurate moisture measurement in gypsum board dryers depends on disciplined calibration, deliberate sensor placement, and consistent upkeep. The following practices address each of these areas.
Calibration schedule
Verification frequency typically ranges from monthly to quarterly using laboratory gravimetric tests (ASTM C1789) as the reference benchmark. For critical quality control points or EPA-regulated applications, run daily calibration checks using built-in systems. Use NIST-traceable reference standards for all calibrations to support regulatory compliance and audit readiness.
Sensor installation
Where you install sensors—and how—directly affects reading quality:
- Place sensors at the dryer exit for finished product verification, at the wet end for feed-forward control, and at intermediate zones for zone-specific trimming
- Mount sensors to avoid direct product contact while still capturing a representative sample of the gas stream
- Match sensor temperature rating to actual ambient conditions at each installation point (260°C-rated models for moderate zones; 540°C-rated for high-heat zones)
With sensors correctly positioned, maintaining their performance becomes the next priority.
Maintenance procedures
Gypsum environments accumulate dust quickly, making routine maintenance non-negotiable:
- Run continuous air purge systems on optical windows to prevent signal attenuation from dust buildup
- Clean 10-micron ceramic or stainless steel filter elements on a schedule tied to dust loading — weekly for moderate environments, daily for heavy-dust conditions
- Conduct visual inspections weekly, with full calibration verification monthly to quarterly depending on process criticality
Industry Standards and Compliance Considerations
| Standard | Key Requirements |
|---|---|
| ASTM C1396 | Primary product specification that replaced eight previous standards (C36, C37, C79, etc.). Sets physical property requirements for flexural strength, hardness, and nail pull resistance. |
| ASTM C1498 | Specifies hygroscopic sorption isotherm test methods. Recommends drying at 40°C (104°F) to prevent calcination — directly relevant to any moisture measurement approach used in gypsum dryer environments. |
| ASTM C1789 | Defines calibration procedures for hand-held moisture meters on gypsum panels. Hand-held meters provide relative or rank-ordering readings only; they are not a substitute for gravimetric lab tests without product-specific calibration. |
Documentation and traceability requirements for quality assurance include:
- Maintaining calibration records with NIST-traceable certification
- Documenting measurement procedures and acceptance criteria
- Retaining batch records that demonstrate compliance with ASTM C1396 physical property requirements
Frequently Asked Questions
How much moisture should be in gypsum board?
Finished gypsum board typically contains 1-3% moisture content by weight, with many manufacturers targeting 1% or less. Specific ranges vary by product type—regular wallboard versus Type X fire-rated board—and application requirements per ASTM C1396 standards.
What happens if gypsum board gets wet?
Excess moisture causes loss of strength (up to 70-80% reduction), dimensional changes including warping and sagging, potential mold growth, and possible structural failure. Water-damaged board typically requires complete replacement, as drying cannot restore the original gypsum crystal structure or its structural properties.
What are the most common causes of inaccurate moisture readings in gypsum dryers?
The primary causes are sensor calibration drift from extreme temperature cycling, dust accumulation on sensor elements or optical windows, temperature effects that alter sensor material properties, and improper sensor placement that samples unrepresentative gas streams or exposes sensors to conditions exceeding their rated specifications.
How does temperature affect moisture measurement accuracy?
High temperatures alter the physical properties of sensing elements, destabilize calibration, and complicate the distinction between free water and chemically bound water released during gypsum calcination. Sensors operating beyond their rated range experience accelerated degradation and compounding measurement errors.
What is the difference between online and offline moisture measurement?
Online (inline) systems provide continuous real-time monitoring during production with response times of seconds, enabling immediate process adjustments. Offline methods require sampling and laboratory testing with inherent time delays of hours to days, creating lag during which thousands of feet of potentially off-spec product may be produced.
How often should moisture sensors be calibrated in gypsum production?
Calibration frequency scales with measurement criticality: quarterly oven-test verification works for non-critical monitoring, while quality control points warrant monthly checks. EPA-regulated emission monitoring typically requires daily verification using NIST-traceable standards to maintain compliance.