Introduction
Accurate moisture measurement in rotary dryers directly determines product quality, energy efficiency, and operational profitability in aggregate and mineral processing. Research from the Minnesota Department of Transportation demonstrates that a deviation of just 0.5% in aggregate moisture can result in significant variability in hot mix asphalt properties, directly impacting pavement performance. For mineral concentrates, moisture levels outside the critical 0.5–5% range cause screening plugs, equipment shutdowns, and shipping weight penalties.
The energy stakes are equally significant. Removing just 1% moisture from mineral material requires approximately 7.34 kWh of thermal energy per ton. Over-drying beyond specification wastes substantial fuel — energy consumption increases by roughly 60% as moisture content climbs from 2% to 4%.
Rotary dryers operate at inlet gas temperatures reaching 900°C and discharge temperatures of 75–110°C. At those conditions, accurate moisture monitoring is essential for cost control and worker safety.
This article covers three primary measurement approaches: manual grab sampling with laboratory analysis, portable moisture meters, and continuous online sensors. It also addresses result interpretation and best practices for reliable monitoring under high-temperature industrial conditions.
Key Takeaways
- Three measurement approaches exist: lab analysis (most accurate), portable meters (field checks), and continuous online sensors (real-time control)
- Place sensors at dryer outlets with consistent material flow for reliable readings
- Moisture targets range from <0.5% for asphalt aggregates to 0–5% for most minerals
- Online systems remove manual sampling risks at 900°C and enable automated process control
What You Need to Measure Moisture in Rotary Dryers
The equipment you need depends on one question: are you spot-checking product quality, or controlling the dryer in real time? Manual tools serve quality assurance and sensor verification. Automated systems handle continuous process control.
Manual Measurement Tools and Equipment
Manual moisture measurement requires specialized equipment rated for high-temperature sample handling:
- Heat-resistant scoops with long handles and sealed metal sample containers to prevent moisture transfer
- Precision balance (0.01g resolution) and a controlled-temperature oven (105°C ± 5°C per ASTM C566)
- Heat-resistant gloves, face shield, and fire-resistant clothing rated for discharge-area temperatures
- Lockout/tagout materials per OSHA 1910.147 for safe access to dryer discharge points
Manual sampling gives you accurate baseline data, but it can't keep pace with process variability. That's where continuous monitoring takes over.
Continuous Monitoring Equipment
Automated moisture measurement systems require several integrated components:
- Moisture analyzers rated for 1200°F (650°C) or higher — MAC Instruments' systems extend that range to 2400°F for the most demanding applications
- Mounting assemblies for dryer outlets, ideally positioned in dedicated chutes where material flow is consistent
- Process control interface with 4-20mA analog input, alarm outputs, and data logging capability
- NIST-traceable reference materials and a laboratory oven for periodic calibration verification
Methods to Measure Moisture in Rotary Dryers
The right measurement method depends on how fast you need results, how accurate they need to be, and whether the goal is real-time process control or periodic quality verification.
Method 1: Manual Grab Sampling with Loss-on-Drying Analysis
Collect physical samples at the dryer inlet and outlet, then determine moisture content in a laboratory using the oven drying method per ASTM C566. This gravimetric approach is the reference standard for calibrating all other measurement technologies.
What you'll need:
- Heat-resistant sampling scoops with extended handles
- Sealed, airtight metal containers for hot samples
- Laboratory oven maintaining 110°C ± 5°C
- Precision balance (0.01g or better resolution)
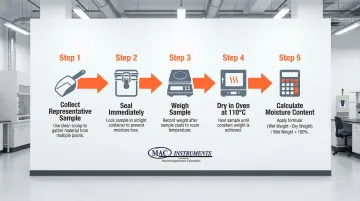
Process:
- Collect representative sample using proper technique to avoid segregation—take multiple grab samples from different locations in the discharge stream and combine
- Seal immediately in airtight container to prevent moisture gain (humid conditions) or loss (hot, dry samples)
- Weigh sample after cooling to room temperature, recording initial wet mass
- Dry in oven at 110°C until constant weight achieved (typically 2-4 hours, with successive weighings showing <0.1% change)
- Calculate moisture content as percentage of wet basis: (wet mass - dry mass) / wet mass × 100
Strengths:
- Most accurate reference method with NIST-traceable results
- No specialized moisture equipment required
- Definitive calibration standard for online sensors
Limitations:
- Results delayed 2-4 hours — not viable for real-time control
- Requires personnel exposure to high-temperature sampling points
- Labor-intensive for routine production monitoring
Method 2: Portable Handheld Moisture Meters
Portable meters measure moisture through electrical properties (capacitance or resistance) or near-infrared reflectance. They're practical for field quality checks and troubleshooting, though not designed for continuous monitoring.
Equipment required:
- Calibrated handheld moisture meter suitable for mineral/aggregate materials
- Material-specific calibration standards (different minerals have different dielectric properties)
- Insulated sample containers for cooling hot samples to meter's operating range
Process:
- Calibrate meter using known standards that match your specific material type before each use session
- Collect and cool sample to meter's operating temperature range (most handheld units cannot measure at dryer discharge temperatures)
- Take multiple readings from different portions of the sample, ensuring good contact between sensor and material
- Average results and record ambient temperature, as temperature affects electrical property measurements
Strengths:
- Results in seconds to minutes
- Portable — usable at multiple locations without a lab
- Low upfront cost compared to continuous systems
Limitations:
- Hot samples must be cooled before measurement, adding delay
- Accuracy depends heavily on material-specific calibration
- Mineral composition changes require recalibration, which adds maintenance overhead
Method 3: Continuous Online Moisture Measurement Systems
Continuous online systems install dedicated high-temperature moisture sensors directly in the process stream, measuring absolute humidity at the dryer exhaust or outlet chute. This enables automated adjustments to feed rate and heat input without operator intervention.
Equipment required:
- High-temperature moisture analyzer rated to 1200°F (650°C) or higher
- Mounting assembly for installation in dryer outlet chute or exhaust stack
- Process control interface for integrating 4-20mA analog signals into DCS or PLC systems
- Periodic laboratory reference samples for verification
Process:
- Install sensor at optimal measurement point—typically at dryer outlet in a dedicated chute with consistent, compacted material flow
- Perform initial calibration using multiple laboratory reference samples collected while recording sensor output
- Configure control system with alarm setpoints for high/low moisture and control outputs for automated damper or feed rate adjustment
- Establish verification schedule using periodic lab samples (weekly to monthly) to confirm sensor accuracy

Strengths:
- Real-time feedback enables automated process control
- Eliminates manual sampling risks in high-temperature environments
- Continuous data logging supports quality documentation and compliance
- Analyzers like MAC Instruments' high-temperature units provide NIST-traceable accuracy with weatherproof, non-contact measurement — no chemicals, optics, or compressed air required
Limitations:
- Higher upfront capital cost for sensor and control system integration
- Requires a suitable mounting location with consistent, representative material flow
- Periodic calibration verification needed to maintain accuracy
How to Interpret Moisture Measurement Results
Moisture content directly impacts product specifications, energy consumption, and downstream processing. Correct interpretation enables quality control and cost optimization by identifying when dryer parameters need adjustment and when process variations exceed acceptable limits.
Target Moisture Specifications
Typical moisture targets vary by material and application:
| Material/Application | Target Outlet Moisture | Reason |
|---|---|---|
| Asphalt Aggregates | <0.5% | Prevents stripping and binder adhesion failure |
| Mined Minerals | 0-5% | Prevents screening plugs; meets shipping specs |
| Construction Sand | <0.5-1% | Ensures flowability for dry-mix applications |
Wet Basis vs. Dry Basis:
- Wet basis (MCwb): Moisture as percentage of total wet sample weight — used in commercial trading and shipping
- Formula: (mass of water / total wet mass) × 100
- Dry basis (MCdb): Moisture as percentage of dry solids weight — used in engineering calculations
- Formula: (mass of water / mass of dry solids) × 100
- Conversion: MCdb = MCwb / (100 - MCwb) × 100
What to Do:
- Compare measurements against product specifications for your material
- Adjust dryer parameters (burner temperature, retention time, airflow rate) when readings fall outside acceptable range
- Document moisture trends to identify patterns that may indicate equipment issues
Moisture Variation and Process Control
Acceptable moisture variation typically ranges from ±0.5-1% for most aggregate and mineral applications. Tighter control improves product consistency and energy efficiency, while excessive variation signals process instability requiring investigation.
When variation climbs above normal limits, targeted root-cause analysis is faster than broad troubleshooting — the causes are usually one of four things:
Process Control Actions:
- Establish control charts tracking moisture over time to identify trends indicating process drift
- When variation exceeds normal limits, check feed moisture changes, burner performance, airflow restrictions, and feed rate fluctuations first
- Use continuous monitoring data to correlate moisture variations with specific process changes
High Moisture Readings (Above Specification)
Elevated outlet moisture indicates insufficient drying. Left unaddressed, it leads to product rejection, downstream processing failures, or customer complaints — depending on the application.
Common Causes:
- Burner malfunction or fuel supply issues reducing heat input
- Excessive feed rate overwhelming dryer capacity
- Inadequate retention time (material moving through dryer too quickly)
- Air leaks reducing hot gas flow through material bed
Corrective Steps:
- Reduce feed rate to increase retention time and heat exposure per unit of material
- Increase burner temperature if within equipment limits and fuel efficiency remains acceptable
- Check for mechanical issues like worn flights, shell damage, or air infiltration
- Verify airflow rates and damper positions match design specifications
Impact on Energy Efficiency
The relationship between moisture removal and energy consumption is direct: removing 1% moisture requires approximately 7.34 kWh of thermal energy per ton of material. Over-drying wastes fuel; under-drying creates quality issues — optimal moisture control balances both.
Industry data indicates that drying aggregates at 4% inlet moisture requires roughly 60% more energy than drying from 1% inlet moisture. That gap means feed moisture management and dryer efficiency directly affect fuel spend — not just product quality.
Optimization Strategy:
- Set target moisture at the maximum acceptable specification (e.g., if spec allows 0.5%, don't dry to 0.1%)
- Use continuous moisture monitoring to implement closed-loop control that adjusts burner output based on actual outlet moisture
- Track energy consumption per ton of dried product to identify efficiency trends and justify process improvements
Common Errors in Moisture Measurement
Moisture measurement errors typically trace back to three sources: how samples are collected, how equipment is maintained, and when and where measurements are taken. Getting any one of these wrong can produce data that looks valid but leads to overdried product, energy waste, or out-of-spec material.
Sample Collection and Handling Errors
Common Issues:
- Single-location grab samples miss material segregation — coarse particles and fines distribute unevenly across the discharge stream
- Unsealed samples exchange moisture with surrounding air rapidly — hot samples reabsorb humidity, dry-environment samples lose it
- Contamination from dirt, debris, or mixed material types skews results in ways that are hard to detect after the fact
- Undersized samples of heterogeneous material don't represent bulk composition. ASTM C566 specifies minimums by aggregate size: 0.5 kg for fine aggregates, up to 8 kg for 50mm material
Prevention:
- Sample from multiple points in the discharge stream and combine into a composite sample
- Seal samples immediately in airtight containers after collection
- Use dedicated, clean sampling tools and containers for moisture testing
- Follow ASTM D75 protocols for representative aggregate sampling
Equipment Calibration and Maintenance Issues
Sensor performance degrades gradually — often without obvious warning signs. These are the most common failure points:
Common Problems:
- Sensor drift from sustained heat, dust, and process variation alters response characteristics without triggering any alarm
- Generic calibrations applied to specific minerals introduce systematic error, since mineral composition directly affects electrical properties and NIR reflectance
- Dust on optical windows or clogged ceramic filter elements attenuates the measurement signal
- Running sensors beyond their rated temperature or material-type limits compromises accuracy in ways that calibration alone cannot correct
Prevention:
- Verify calibration against laboratory reference samples on a weekly-to-monthly schedule, depending on application criticality
- Keep detailed calibration records for traceability and long-term trend analysis
- Clean sensor windows and filter elements per manufacturer guidelines
- Replace worn components before accuracy visibly degrades
Timing and Environmental Factors
Common Errors:
- Sampling too close to the dryer inlet captures stratified moisture that hasn't equilibrated — readings there don't reflect discharge conditions
- Most portable moisture meters are temperature-sensitive and lose accuracy on hot samples straight from the dryer
- Cooling samples in open air allows moisture exchange with the atmosphere before testing even begins
Prevention:
- Install continuous sensors at the dryer outlet in dedicated chutes with consistent, compacted material flow
- Cool samples in sealed containers to meter operating temperature before testing
- Test samples as quickly as possible after collection to limit atmospheric exposure
- Record ambient temperature and humidity alongside each measurement to identify environmental influences over time
Safety and Best Practices
Rotary dryers operate at extreme temperatures—inlet gases reach 900°C and discharge materials typically exit at 75-110°C—requiring strict safety protocols during any manual measurement activities. Automated monitoring systems provide significant safety advantages by eliminating personnel exposure to these hazardous environments.
Personal Safety for Manual Sampling
Required Personal Protective Equipment:
- Heat-resistant gloves rated for temperatures encountered (minimum 200°C for handling cooled samples, higher ratings for proximity to discharge)
- Face shield providing full face and neck protection from radiant heat and hot material splash
- Fire-resistant clothing (FR-rated shirt and pants, no synthetic materials that melt)
- Safety boots with heat-resistant soles and metatarsal protection
Isolation Procedures:
- Follow OSHA 1910.147 Lockout/Tagout procedures before accessing dryer internals for sensor installation or maintenance
- Establish minimum approach distances for hot surfaces—dryer shells can exceed 500°C
- Use long-handled sampling tools to maintain distance from discharge streams
- Never reach into active material flows or hot zones
- Ensure adequate ventilation when working near dryer discharge areas to prevent heat exhaustion
Measurement Quality Assurance
Calibration Schedule:
- Verify continuous sensor accuracy against laboratory samples weekly to monthly depending on application criticality
- Perform full sensor recalibration quarterly or per manufacturer specifications
- Recalibrate immediately after material type changes or process modifications
- Document all calibration activities with date, reference sample results, sensor readings, and adjustments made
Traceability Requirements:
- Maintain calibration records linking sensor readings to NIST-traceable laboratory reference methods
- Use ASTM C566 oven-dry method as primary calibration standard
- Retain records for regulatory compliance and quality system audits
- Track calibration trends to predict sensor drift and schedule preventive maintenance
Automated Monitoring Advantages
The calibration burden and personnel exposure inherent in manual sampling make continuous online monitoring an attractive alternative. MAC Instruments' moisture analyzers mount directly to dryer outlets and exhaust stacks, keeping operators away from high-temperature zones entirely while delivering consistent, uninterrupted readings.

Key Safety Benefits:
- Personnel remain in safe, climate-controlled areas rather than approaching 900°C dryer environments
- 60-120 second response times enable immediate detection of dangerous moisture swings before they escalate
- Automated process control prevents equipment corrosion, condensation buildup, and thermal runaway before they occur
- Reduced maintenance exposure through robust designs requiring no chemicals, compressed air, or frequent servicing
Beyond safety, continuous monitoring also tightens process control and reduces overhead:
- Maintains target moisture specs automatically, adjusting burner output, feed rate, and airflow in real time
- Logs measurement data continuously, replacing manual record-keeping with auditable digital documentation
- Delivers NIST-traceable accuracy at temperatures up to 1200°F standard (2400°F optional)
Conclusion
Accurate moisture measurement is fundamental to rotary dryer operation, directly affecting product quality, energy costs, and plant profitability. Each of the three measurement approaches covered here — manual grab sampling, portable meters, and continuous online systems — serves a distinct role in a complete moisture management strategy.
In practice, these approaches work together rather than in isolation:
- Manual grab sampling provides the reference accuracy required for calibration and periodic quality verification
- Portable meters fill the gap for spot-checks and troubleshooting without committing to fixed infrastructure
- Continuous online systems deliver the real-time process control that drives consistent dryer performance and measurable energy savings
For aggregate and mineral processing facilities, the priority is matching measurement capability to process demands. Online systems that handle extreme temperatures while maintaining NIST-traceable accuracy remove the safety risks of manual sampling and give operators the data needed to keep dryer output within spec — shift after shift.
Frequently Asked Questions
How do rotary dryers measure moisture?
Three methods are common: manual grab sampling with lab oven-dry analysis (accurate but delayed), portable meters using electrical or NIR technology (quick but require sample cooling), and continuous online sensors for real-time process control. Most operations pair periodic manual sampling with continuous sensors for calibration and optimization.
How can I tell if a rotary dryer moisture sensor is faulty?
Key warning signs are flat readings despite process changes, erratic fluctuations, and consistent discrepancies against lab analysis. If manual sampling results differ from sensor output by more than the rated accuracy (typically ±0.1–1%), recalibrate or replace the sensor.
Can a rotary dryer run without a moisture sensor?
Yes, dryers can operate using periodic manual sampling for quality checks, but this approach lacks real-time feedback for process optimization. Without continuous monitoring, operators must rely on indirect indicators and experience to adjust dryer parameters, which typically results in higher energy consumption, greater moisture variability, and increased risk of producing out-of-specification material.
What is the difference between wet basis and dry basis moisture content?
Wet basis expresses moisture as a percentage of total sample weight (including water) and is commonly used in the aggregate industry and commercial trading. Dry basis expresses moisture as a percentage of dry solids weight and is used in engineering calculations. For example, 10% moisture wet basis equals 11.1% moisture dry basis.
How often should moisture sensors be calibrated?
Best practice is to verify against lab samples weekly to monthly, with full recalibration quarterly or per manufacturer specifications. Increase verification frequency after material composition changes, process modifications, or when readings show unexpected trends.
What causes moisture readings to drift over time?
The most common causes are dust buildup on optical windows or filter elements, shifts in material composition, temperature effects on sensor electronics, and normal sensor aging. Regular cleaning and scheduled calibration verification keep drift within acceptable limits.