Introduction
Most cement plants struggle with inconsistent waste heat recovery performance despite investing in proven WHR technology. While over 850 installations worldwide generate 25-45 kWh per tonne of clinker, many operators see recoverable energy fluctuate by 20-30% based on raw material conditions they don't fully monitor.
The stakes are high: cement production accounts for 5% of global CO2 emissions, and WHR systems can reduce operating costs by 10-15% while cutting emissions substantially.
Moisture content in raw materials—ranging from 2% to 15% depending on limestone deposits—directly impacts recoverable waste heat. Yet many plants misunderstand this relationship during system design and operation, leaving significant energy recovery potential untapped.
This guide explains how moisture levels in raw materials affect heat recovery potential in clinker coolers, the mechanisms behind this impact, and strategies for optimizing WHR performance across varying conditions.
TL;DR
- Evaporating moisture consumes 3.77-4.61 GJ/tonne, reducing waste heat recovery (WHR) potential by up to 15%
- Keeping raw materials below 4-6% moisture preserves exhaust temperatures needed for effective power generation
- A 5,000 tpd plant loses 0.5-1.0 MW of output for every 1% moisture increase above baseline
- Real-time moisture monitoring prevents energy losses by optimizing dryer operations before WHR impact occurs
- Account for seasonal moisture swings in WHR system design to maintain 70-80% capacity year-round
What is Waste Heat Recovery in Clinker Coolers?
Waste heat recovery (WHR) captures thermal energy from hot exhaust gases (250-330°C) discharged from clinker coolers and converts it to electricity via steam turbine generators.
Clinker coolers rapidly cool red-hot clinker (1,450°C) discharged from rotary kilns using ambient air. This cooling process creates large volumes of heated exhaust air.
Without WHR systems, this thermal energy would simply vent to the atmosphere—wasting a major efficiency opportunity.
The numbers tell the story: about 35% of total heat input in typical cement plants escapes through exhaust gases from preheaters and clinker coolers. For a standard plant, that's 70-75 MW of thermal energy lost.
Why Waste Heat Recovery Matters
Key benefits of WHR systems:
- Up to 30% of a plant's electricity needs met from recovered heat
- Lower dependence on grid power and costly captive generation
- CO2 emissions reduced by about 70,000 tonnes annually (6,000 tpd plant)
- 25-45 kWh generated per tonne of clinker produced
There are two main WHR sources: preheater exhaust gases (300-450°C) and clinker cooler exhaust air (250-330°C). Cooler exhaust alone represents 30-40% of total recoverable waste heat.
How Clinker Coolers Generate Waste Heat
Hot clinker exits the rotary kiln at approximately 1,450°C and must be rapidly cooled to 80-100°C for handling, storage, and optimal cement quality. This cooling process generates significant recoverable waste heat.
Understanding how coolers manage this thermal energy reveals where heat recovery opportunities exist.
The Cooling Process
Grate coolers operate by forcing ambient air upward through a bed of moving clinker on reciprocating grates. As air passes through the hot clinker, it absorbs heat through direct contact, creating three distinct air streams:
- Primary air (1,100°C): Returns to the kiln as secondary combustion air
- Tertiary air (1,000°C): Feeds the precalciner
- Excess air (250-330°C): Vented to atmosphere or captured for WHR
Cooler Efficiency Impact
These air streams vary based on cooler design. Different cooler generations recover different amounts of heat for the kiln process, which directly affects how much waste heat remains available for WHR systems.
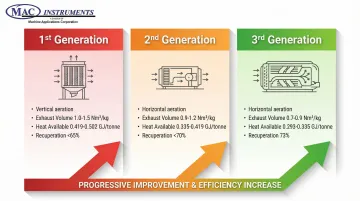
The table below shows how cooler technologies affect heat recovery potential:
| Cooler Generation | Grate Type | Exhaust Volume (Nm³/kg clinker) | Heat Available (GJ/tonne) | Recuperation Efficiency |
|---|---|---|---|---|
| 1st Generation | Vertical aeration | 1.0-1.5 | 0.419-0.502 | <65% |
| 2nd Generation | Horizontal aeration | 0.9-1.2 | 0.335-0.419 | <70% |
| 3rd Generation | Horizontal aeration | 0.7-0.9 | 0.293-0.335 | 73% |
First-generation coolers provide more waste heat (0.419-0.502 GJ/tonne) than third-generation models (0.293-0.335 GJ/tonne). This counterintuitive result occurs because older coolers are less efficient at recuperating heat for the kiln process.
Without WHR systems, this vented thermal energy—representing 14-20% of total fuel input—is completely lost to the environment.
How Moisture Levels Affect Heat Recovery Potential
Moisture in raw materials must be evaporated before chemical reactions can occur, consuming heat that would otherwise be available in exhaust gases for WHR. This fundamental thermodynamic relationship is the single most critical variable affecting WHR viability.
The Energy Penalty
Theoretically, evaporating one tonne of water requires 2.26 GJ. However, practical requirements in industrial mills are substantially higher:
- Vertical roller mills: 3.77-4.61 GJ per tonne of moisture (900-1,100 kcal/kg)
- Ball mills: 3.14-3.56 GJ per tonne of moisture
This gap reflects system losses, air infiltration, and inefficiencies inherent to industrial drying operations.
Raw Material Moisture and Drying Requirements
Limestone and clay moisture content varies by deposit location, ranging from 2% to 15%. Most cement plants target less than 1% moisture entering the kiln preheater to ensure efficient operation.
Calculation example for a 5,000 tpd clinker line:
- Raw meal-to-clinker factor: 1.55
- Raw material flow: 7,750 tpd
- At 6% moisture: 465 tonnes of water per day
- Drying heat required: 81.1 GJ/hr
This drying heat must come from preheater exhaust gases. Excessive moisture consumption can reduce gas temperatures below the threshold needed for effective WHR (typically minimum 280-300°C).
Critical moisture thresholds:
- Below 4-6%: Minimal impact on WHR potential
- 6-8%: Moderate impact, reduced capacity
- Above 8-10%: Severely limits or eliminates WHR viability

Impact on Exhaust Gas Conditions
High moisture consumption reduces both the temperature and volume of exhaust gases available for WHR, as more gas flow is diverted to raw mills for drying.
Temperature impact:
For a 4-stage preheater kiln, exhaust temperature may drop from 390°C (at 2% moisture) to below 320°C (at 10% moisture), significantly reducing power generation potential. Steam Rankine cycle systems typically require minimum exhaust temperatures of 260-280°C to operate economically.
Volume impact:
When raw material moisture is high, 60-80% of preheater exhaust may be needed for drying. This leaves insufficient gas flow for economical WHR operation.
Example calculation:
A 5,000 tpd plant with 12% raw material moisture requires approximately 190.9 GJ/hr for drying. Yet a typical 4-stage preheater provides only 113 GJ/hr of available heat.
This makes WHR impossible from preheater exhaust. The plant would need to rely solely on clinker cooler exhaust, which represents only 30-40% of total WHR potential.
Important note: Clinker cooler exhaust is less affected by raw material moisture since it doesn't participate in raw material drying.
But preheater exhaust represents 60-70% of total WHR potential, so its loss significantly impacts overall system performance.
Seasonal Variations and Operational Challenges
Moisture content fluctuates seasonally, with rainy periods potentially increasing moisture by 3-5 percentage points. This creates variable WHR performance throughout the year.
The operational dilemma:
- WHR systems sized for dry-season conditions operate at reduced capacity during wet seasons
- Systems sized for average moisture miss peak recovery opportunities during dry periods
- Most successful installations are designed with flexibility to handle 2-4% moisture variation while maintaining capacity factors above 70-80%
Optimizing Heat Recovery Performance
Optimization requires balancing moisture management, system design, and operational practices to maximize WHR output across varying conditions.
Moisture Measurement and Monitoring
Accurate, continuous moisture measurement in raw materials is critical for optimizing both drying operations and WHR system performance. Traditional sampling methods provide delayed, intermittent data that cannot support real-time optimization.
Real-time moisture monitoring enables operators to adjust mill airflow, temperature, and throughput to minimize drying energy consumption while maintaining product quality. This dynamic control is essential for maximizing the heat available for WHR.
Advanced measurement capabilities:
For cement plants requiring this level of precision, patented moisture measurement technology can deliver continuous, accurate readings in high-temperature environments up to 1,200°F (650°C). MAC Instruments' MAC125 and MAC155 moisture analyzers provide:
- Response times of 60-120 seconds to reach 90% of final value for real-time process control
- ±1% accuracy across the full measurement range
- NIST-traceable measurement for reliable operational control and WHR performance verification
- No chemicals, optics, or compressed air required for robust operation in harsh environments
These capabilities enable precise control of kiln feed moisture and optimization of waste heat availability. Operators can make immediate adjustments based on current conditions rather than delayed laboratory results.

WHR System Design Strategies
Once measurement systems are in place, the next step is selecting the right WHR system design. Three main approaches exist, each with distinct trade-offs:
Design approach comparison:
- Minimum moisture sizing: Maximum WHR capacity but frequent derating during wet periods
- Average moisture sizing: Balanced approach with reasonable performance year-round
- Maximum moisture sizing: Conservative sizing that misses opportunities during dry periods
Recommended approach:
Conduct detailed technical and economic analysis considering local climate patterns, raw material sources, and electricity costs. Most successful projects target 7,200-7,800 annual operating hours with capacity factors above 75%.
Technology selection:
Dual-pressure steam systems offer greater flexibility for varying exhaust gas conditions compared to single-pressure systems, improving performance across moisture ranges.
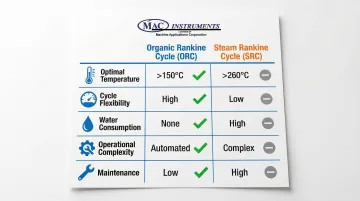
Organic Rankine Cycle (ORC) systems work well for applications with consistently high moisture or lower exhaust temperatures. ORC systems operate efficiently at 150-260°C versus 260°C+ for steam systems. This makes them suitable when moisture levels frequently exceed 8%.
| Feature | Organic Rankine Cycle (ORC) | Steam Rankine Cycle (SRC) |
|---|---|---|
| Optimal heat source temp | >150°C (Low to Medium) | >260°C (High) |
| Cycle flexibility | High (handles fluctuations) | Low (needs stable baseload) |
| Water consumption | None (air-cooled condensers) | High (requires water treatment) |
| Operational complexity | Automated; no dedicated personnel | Complex; requires skilled operators |
| Maintenance requirements | Low | High (risk of blade erosion) |
Operational Best Practices
Raw material management:
- Implement covered storage to protect materials from rain
- Use strategic stockpiling to blend high and low moisture materials
- Develop moisture-based batch composition strategies
Raw mill optimization:
- Optimize grinding circuits for efficient operation
- Maintain proper ventilation to maximize drying efficiency
- Integrate heat from multiple sources when possible
Clinker cooler maintenance:
- Maintain proper grate condition to ensure uniform air distribution
- Optimize air distribution to maximize heat transfer
- Minimize air infiltration to maintain exhaust air temperature and volume
Where Moisture-Optimized WHR Systems are Used
Waste heat recovery (WHR) systems deliver optimal performance in cement plants that maintain stable moisture conditions and modern equipment configurations. Plants achieving greatest success typically feature:
- Consistent raw material moisture below 6%
- Modern high-efficiency coolers (3rd generation)
- 4+ stage preheater systems
- Production capacity of 5,000+ tons per day (tpd)
Geographic Considerations
Favorable climates (arid regions):
- Middle East, parts of India, North Africa
- Naturally low moisture content (2-4%)
- Consistent WHR performance year-round
- Simpler system designs with higher capacity factors
Challenging climates (humid regions):
- Southeast Asia, coastal areas, tropical zones
- Higher average moisture (6-10%)
- Significant seasonal variation
- Require sophisticated moisture management and flexible WHR systems
Beyond climate factors, plant scale significantly influences WHR system feasibility and design complexity.
Plant Size and Economics
Larger plants (5,000+ tpd) with multiple kiln lines can justify more sophisticated moisture management and WHR systems, achieving economies of scale.
Plants below 3,000 tpd often struggle to justify WHR investment, especially when high moisture further reduces recoverable heat.
Retrofit considerations:
- Evaluate existing fan capacity for additional pressure drop
- Assess space availability for WHR equipment
- Review electrical interconnection requirements
- Consider exhaust gas dust content and abrasion potential
- Verify continuous moisture monitoring capabilities to optimize heat recovery efficiency
Economic Impact of Moisture on WHR Projects
Moisture content directly affects WHR project economics through three mechanisms:
- Reduced power generation capacity
- Increased capital cost per kW
- Variable operating performance
Power Generation Impact
A 5,000 tpd plant with 2% moisture might generate 8-9 MW, while the same plant with 8% moisture might only support 4-5 MW—nearly halving revenue potential.
Consider a 10 MW system operating at $80/MWh electricity price:
- Annual generation: 73,000 MWh (at 85% capacity factor)
- Annual savings: $5.8 million
- Even at 50% capacity due to moisture issues: $2.9 million
Regional Economic Variations
Electricity prices and equipment costs vary significantly by region, creating dramatically different project economics:
| Region | Electricity Price (2025) | Equipment Cost | Typical Payback |
|---|---|---|---|
| China | ~$51/MWh | $1,100-$1,400/kW | 3-4 years |
| European Union | ~$90/MWh | $2,000-$3,000/kW | 5-7 years |
| United States | ~$48/MWh | $1,800-$2,500/kW | 6-8 years |
| India | ~$51/MWh | $1,400-$1,800/kW | 4-6 years |
These regional baselines shift dramatically under high moisture conditions. Output reductions of 30-40% can extend payback periods from 4-5 years to 7-10 years. This requires careful economic evaluation before project approval.

Conclusion
Moisture content in raw materials is the single most critical variable affecting WHR potential in cement plants, with moisture above 6-8% potentially eliminating economic feasibility. Every percentage point of moisture above baseline consumes 3.77-4.61 GJ per tonne for evaporation, directly reducing the temperature and volume of exhaust gases available for power generation.
Successful WHR implementation requires an integrated approach:
- Accurate moisture measurement using precision instruments like high-temperature analyzers
- Optimized drying operations to reduce raw material moisture
- Appropriate system sizing based on realistic exhaust gas conditions
- Operational flexibility to adapt to varying moisture levels
Plants with naturally low moisture or effective moisture management can achieve 20-30% reductions in purchased electricity while significantly cutting CO2 emissions.
As energy costs rise and environmental regulations tighten, moisture-optimized WHR systems will become increasingly essential for cement industry competitiveness. Plants that master moisture management will capture the full economic and environmental benefits of waste heat recovery. Those that ignore this critical variable will continue to struggle with underperforming systems and extended payback periods.
Frequently Asked Questions
What is the ideal moisture content in raw materials for maximum WHR potential?
Moisture below 4% enables near-maximum WHR potential, while 4-6% has moderate impact. Above 8% severely limits WHR viability, with specific impacts depending on preheater configuration.
How much does each percentage point of moisture reduce power generation?
Each 1% increase in raw material moisture can reduce WHR power output by approximately 0.5-1.0 MW for a typical 5,000 tpd plant. The exact impact varies with plant configuration and drying requirements.
Can WHR systems operate during the rainy season when moisture is high?
Well-designed WHR systems can continue operating at 60-80% capacity during high moisture periods. Systems designed with seasonal variation in mind maintain year-round operation, while those sized only for dry conditions may require shutdown.
What is the minimum exhaust gas temperature needed for WHR?
Conventional steam Rankine cycle systems require minimum exhaust temperatures of 260-280°C for economical operation. Organic Rankine Cycle systems can operate with temperatures as low as 150°C, making them suitable for high-moisture applications where exhaust temperatures are reduced.
How does moisture measurement improve WHR performance?
Continuous moisture monitoring enables real-time optimization of drying operations and predictive control of WHR loading. Systems like MAC Instruments' high-temperature moisture analyzers provide the accurate data needed to maximize waste heat availability before problems occur.
What payback period can be expected for WHR projects in high-moisture conditions?
High moisture conditions that reduce output by 30-40% can extend payback periods from 4-5 years to 7-10 years. Projects in high-moisture environments benefit from careful economic evaluation and may require ORC technology or enhanced moisture management.