
Introduction
A moisture reading that's off by 1–2% during fluid bed drying can mean the difference between a passing batch and a failed one — and in pharmaceutical manufacturing, failed batches don't just cost time, they trigger regulatory scrutiny. The FDA's Process Analytical Technology (PAT) guidance explicitly recommends real-time moisture monitoring to reduce production cycle times and prevent batch rejection.
This guide covers the practical side of moisture control in granulation and fluid bed drying. Specifically, you'll learn:
- How to check moisture levels at each stage of the drying process
- When traditional loss-on-drying methods fall short vs. inline monitoring
- How to identify optimal drying endpoints before over- or under-drying occurs
- Which measurement approach aligns with PAT strategy and cGMP compliance
Key Takeaways
- Moisture control directly impacts tablet hardness, dissolution, stability, and regulatory compliance
- Measurement options span offline lab methods (Karl Fischer, Loss on Drying) and inline real-time systems (NIR spectroscopy)
- Target moisture for wet granulation granules typically falls between 2–5%, varying by formulation
- Common errors include sampling during active fluidization, incorrect probe placement, and failing to cool samples before analysis
- Real-time monitoring enables PAT compliance and reduces batch rejection rates
Why Moisture Control Matters in Pharma Granulation
Direct Impact on Product Quality
Moisture content is a Critical Quality Attribute (CQA) that determines whether your granules will flow properly, compress uniformly, and maintain stability throughout shelf life. Residual moisture affects:
- Flowability: Excess moisture causes granules to clump and stick, creating flow blockages in hoppers and feeders
- Compressibility: Moisture levels outside specification produce tablets with inconsistent hardness and friability
- Dissolution rates: Over-dried granules may not bind properly, affecting drug release profiles
- Chemical stability: High moisture accelerates API degradation and reduces product shelf life

Regulatory Requirements and PAT Framework
The FDA's 2004 PAT guidance explicitly encourages pharmaceutical manufacturers to implement real-time moisture monitoring as part of continuous process verification. It states that using on-, in-, or at-line measurements can "reduce production cycle time by, for example, eliminating time-consuming steps such as off-line testing."
The 2011 Process Validation Guidance reinforces this position: manufacturers must understand process variations—including moisture fluctuations—not just rely on qualification exercises.
Economic Consequences of Poor Moisture Control
Moisture deviations create costs across the entire production chain:
Over-drying consequences:
- Granule fracturing creates excessive fines that affect content uniformity
- Poor tablet binding increases friability and breakage during coating
- Wasted energy from unnecessarily extended drying cycles
Under-drying consequences:
- Product instability during storage leads to out-of-specification results at stability testing
- Microbial growth risk in products with elevated moisture
- Sticking to tablet press tooling causes production interruptions and cleaning delays
- Caking in storage containers requires costly rework or batch rejection
Energy and cycle time impact: Research shows that optimizing fluid bed drying can yield yearly energy savings of 5.5 MWh for facilities producing 90 batches annually. Typical drying cycles run approximately 300 minutes (5 hours) per batch. Intelligent endpoint detection can cut that substantially: one study recorded preheating time reductions of around 50%.
Tools and Equipment for Moisture Measurement
Selecting appropriate measurement tools depends on required accuracy, speed of results, and whether inline or offline analysis fits your PAT strategy.
Traditional Laboratory Methods
Karl Fischer Titration
The reference-class method for moisture determination, Karl Fischer uses a chemical reaction specific to water. This method provides:
- Accuracy: ±0.1% (highest precision available)
- Time required: 10-15 minutes per sample
- Sample requirements: 1-2g extracted using sample thief
- Operator skill: Requires trained laboratory technician
Two variants exist: volumetric (for 0.1-100% moisture) and coulometric (for 0.001-1% moisture or micro-samples).
Loss on Drying (LOD)
A simpler gravimetric method that measures weight loss after heating:
- Method: Heat sample at 105°C for 20-30 minutes
- Accuracy: Less specific than Karl Fischer (measures all volatiles, not just water)
- Equipment: Moisture analyzer or drying oven, analytical balance
- Advantage: Minimal training required, lower equipment cost
Limitation: LOD cannot distinguish between water and other volatile ingredients like residual solvents, making it unsuitable for formulations containing volatile excipients.
These limitations of offline methods — slow turnaround, destructive sampling, and incomplete moisture specificity — make the case for inline monitoring during active drying.
Inline/At-Line Modern Methods
Near-Infrared (NIR) Spectroscopy
NIR provides non-destructive, real-time analysis by measuring water's characteristic absorption bands:
- Analysis speed: 30-60 seconds per scan
- Sample handling: Fiber optic probe inserted directly into dryer
- Calibration: Chemometric model (PLS regression) developed against a reference method
- Leading suppliers: Thermo Fisher (Antaris MX FT-NIR), Metrohm (2060 NIR Analyzer), Bruker (Matrix-F Duplex)
NIR systems can scan as frequently as every 2 minutes, providing continuous moisture trend data for process control decisions.
Inline Moisture Analyzers
Direct moisture measurement systems install permanently in fluid bed dryers for continuous monitoring:
- Measurement principle: Capacitive sensors that respond to water vapor partial pressure
- Installation: Direct insertion through dryer wall into product zone
- Calibration: NIST-traceable measurement capabilities
- Maintenance: No consumables required (no chemicals, reagents, or compressed air)
MAC Instruments builds inline moisture analyzers with patented solid-state sensors that deliver continuous real-time data — response times of 60-120 seconds and accuracy of ±1% of full scale. Engineered for extreme industrial environments up to 1200°F (650°C), these sensors operate well within the thermal demands of pharmaceutical fluid bed drying (40-80°C), which means minimal sensor drift and reliable readings throughout the batch.

Sampling Tools and Accessories
Whether you rely on offline lab methods or inline continuous monitoring, the right accessories ensure representative sampling and accurate calibration. Essential tools include:
- Sample thieves (powder sampling tools) for extracting representative samples
- Probe insertion ports with isolation valves for inline system installation
- IR thermometers or thermocouples for product temperature measurement
- Certified calibration standards for verifying measurement accuracy
Methods to Check Moisture in Fluid Bed Dryers
Multiple methods are available for moisture determination, ranging from traditional offline lab techniques to advanced inline monitoring. Method selection depends on required turnaround time, accuracy needs, and your PAT implementation strategy.
The three primary approaches covered here:
- Karl Fischer Titration — gold-standard offline lab method for final verification
- Loss on Drying (LOD) — simpler gravimetric offline method for routine checks
- Inline NIR / Real-Time Moisture Analyzers — continuous monitoring for PAT compliance
Method 1: Karl Fischer Titration (Offline Laboratory Method)
Chemical method that directly measures water content through reaction with Karl Fischer reagent. Most accurate for final verification and regulatory submissions.
Tools/Equipment Needed:
- Karl Fischer titrator
- Sample thief for dryer sampling
- Analytical balance (0.0001g precision)
- Sample containers (moisture-tight)
- Karl Fischer reagent
Step-by-Step Procedure:
- Pause dryer during filter shaking phase (not during active fluidization)
- Extract sample using sample thief from mid-height of product bed
- Transfer immediately to moisture-tight container to prevent moisture loss
- Weigh precise amount (1-2g) on analytical balance
- Dissolve sample in appropriate anhydrous solvent (typically methanol)
- Titrate until electrochemical endpoint is reached
- Calculate moisture percentage from reagent consumption volume
Pros:
- Highest accuracy available (±0.1%)
- Specific to water (doesn't measure other volatiles)
- Regulatory accepted as reference method
- Suitable for low moisture levels (<1%)
Cons:
- Slow turnaround (15+ minutes)
- Destructive testing requires sample removal
- Requires skilled operator and laboratory setup
- Hot samples continue losing moisture during transfer (must cool first)
Method 2: Loss on Drying (Offline Laboratory Method)
Gravimetric method measuring weight loss after heating. Simpler than Karl Fischer but less specific to water — measures all volatiles, not water alone.
Tools/Equipment Needed:
- Moisture analyzer or drying oven
- Analytical balance
- Sample thief
- Aluminum sample pans
- Desiccator for cooling samples
Step-by-Step Procedure:
- Pause dryer briefly to extract sample using sample thief
- Weigh initial sample mass (1-2g) in tared aluminum pan
- Heat at specified temperature (typically 105°C) for specified time (20-30 minutes)
- Cool sample in desiccator to room temperature
- Reweigh cooled sample
- Calculate moisture as percentage weight loss: [(Initial weight - Final weight) / Initial weight] × 100
Pros:
- Simple method requiring minimal training
- Cost-effective equipment
- Faster than Karl Fischer (though still 20-30 minutes)
- No chemical reagents required
Cons:
- Non-specific (measures all volatiles, not just water)
- Cannot distinguish between water and residual solvents
- Sample must cool before weighing (adds time)
- Not suitable for thermally unstable materials
Method 3: Inline NIR Spectroscopy or Real-Time Moisture Analyzer (Modern Inline Method)
Non-destructive real-time measurement using a probe inserted directly into the fluid bed dryer. Measures moisture continuously without sampling or process interruption.
Equipment & Setup Requirements:
- NIR spectrometer or inline moisture analyzer with process probe
- Purge system (N₂ or compressed air) to keep probe tip clean
- Calibration model developed against reference method (Karl Fischer or LOD)
- SCADA or control system integration for data logging
Step-by-Step Procedure:
- Install probe through dryer wall at optimal location (mid-height in product zone, not in exhaust air stream)
- Connect probe to analyzer and configure measurement parameters
- Program measurement intervals (typically every 1-2 minutes)
- Enable automatic purging between readings to prevent probe fouling
- Monitor real-time moisture trend on display or SCADA system
- Set alarm thresholds for target moisture achievement
- System automatically alerts when endpoint is reached

Pros:
- Real-time data enables immediate process decisions
- Non-destructive (no sample removal required)
- No operator intervention needed during batch
- Supports closed-loop control and automated endpoint determination
- Enables PAT compliance and real-time release testing
- Provides complete moisture curve for process understanding
- Eliminates delays waiting for lab results
Cons:
- Higher capital investment than offline methods
- Requires initial calibration model development (2-4 weeks)
- Periodic verification against reference method needed (quarterly)
- Probe fouling can occur without proper purging system
- Installation requires dryer modification (probe port)
Capacitive sensor-based analyzers — such as those manufactured by MAC Instruments — offer an alternative to optical NIR systems for this application. These systems use NIST-traceable direct measurement with no chemicals or optics required, which can simplify qualification in regulated environments.
Interpreting Moisture Readings and Taking Action
Knowing how to read moisture data — and act on it quickly — separates a controlled process from a batch gone wrong. Misreading results can mean unnecessary drying cycles, failed stability tests, or downstream compression problems.
Acceptable/Target Range
Most pharmaceutical granules target 2-5% residual moisture, but specific ranges vary by formulation. Establish your target range through:
- Stability studies demonstrating acceptable shelf life
- Processing studies confirming adequate flowability and compressibility
- Process validation data defining proven acceptable ranges
When readings fall within specification:
- Proceed to cooling phase (reduce inlet air temperature while maintaining airflow)
- Document final moisture value, drying time, and temperature in batch record
- Prepare for discharge once product cools to specified temperature
- Release for downstream processing (milling, blending, compression)
Minor Deviations (±0.5% from target)
Once you've confirmed an in-spec result, the next concern is catching readings that drift slightly — close enough to tolerate, but worth correcting before they compound.
Action steps:
- Extend drying cycle by 10-15 minutes
- Increase inlet air temperature by 5-10°C if product thermal stability allows
- Verify measurement accuracy (check probe cleanliness for inline systems)
- Recheck moisture before proceeding to cooling
- Document extended drying time and investigation in batch record
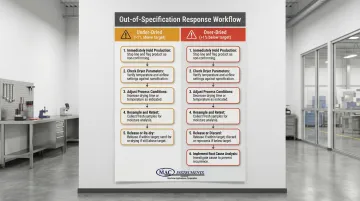
Out-of-Specification Readings
Readings >1% above target (under-dried):
High residual moisture creates real downstream risk: stability failure, microbial growth, sticking and caking during processing, and potential batch rejection at final testing.
- Investigate root causes: insufficient drying time, low air temperature, excessive product load, poor fluidization, equipment malfunction
- Extend drying cycle with increased temperature (if product allows)
- Retest moisture after additional drying time
- Document deviation, investigation, and corrective action per cGMP requirements
- Evaluate whether extended drying affected other quality attributes
Readings >1% below target (over-dried):
Over-drying is less obvious but equally damaging — granule fracturing, excessive fines, poor tablet binding, and increased friability are all likely outcomes.
- Stop drying immediately to prevent further moisture loss
- Assess granule integrity (particle size distribution, fines content)
- Evaluate tablet compression behavior in small-scale trials
- Investigate why endpoint was missed (measurement error, process drift, operator error)
- Determine if batch can proceed or requires rework/blending
- Document investigation and disposition decision
Common Errors in Moisture Monitoring
Sampling During Active Fluidization
Taking samples during vigorous fluidization gives non-representative results due to moisture gradients within the bed. The product near the air distributor may be drier than material in the upper bed region.
Best practice: Always sample during the filter shaking phase (when the bed is momentarily static) or after briefly pausing airflow. This ensures the sample reflects bulk product, not a localized region.
Incorrect Probe Placement in Inline Systems
Probe location dramatically affects measurement accuracy. Placement that's too high reads humid exhaust air rather than product moisture; too low, and the probe gets buried in compressed cake and pulls non-representative dense material. The optimal position is mid-height in the active fluidization zone, where product movement is consistent.
Research confirms that placing the probe directly in the product bed using a "spoon" style design provides the most representative sampling.
Not Accounting for Product Temperature
Hot product (>40°C) continues losing moisture after sampling, giving falsely low lab results — which can push a batch back into additional drying it doesn't need. This error is straightforward to prevent.
Solution: Cool samples to room temperature in a desiccator before laboratory analysis, or apply validated temperature correction factors. For inline systems, confirm the analyzer compensates for temperature effects on the measurement.
Inadequate Probe Cleaning in Inline Systems
Product buildup on probe windows causes measurement drift and inaccurate readings. Without automatic purging, powder can form a crust on optical windows or sensor surfaces.
Two steps keep this in check:
- Implement automatic purging using nitrogen or compressed air between measurements
- Run periodic manual checks to confirm probe cleanliness and verify reading accuracy
Even with purging in place, those manual verification steps catch slow drift that automated systems can miss.
Ignoring Moisture Gradients Within Dryer
Probe-level accuracy only matters if the sample itself is representative. Moisture isn't uniform throughout the bed — especially during early drying stages — so single-point samples can miss wet spots or unrepresentative dry zones.
Solution: For offline methods, take samples from multiple locations (top, middle, bottom) and combine them into a single representative sample. For inline monitoring, continuous measurement at one location provides better representation over time than single-point grab samples.
Best Practices for Accurate Moisture Control
Develop and Validate Moisture Specifications
Work with formulation scientists to establish scientifically justified moisture ranges based on:
- Stability data demonstrating acceptable degradation rates
- Processing requirements (flow, compression, coating behavior)
- Final product performance (dissolution, content uniformity)
- Document specifications in master batch records and validation protocols
Implement Consistent Sampling Protocols
Sampling consistency is as important as the measurement itself — variability in when or where samples are taken can mask real moisture trends across batches.
- Define specific sampling times (e.g., every 10 minutes after 30 minutes of drying)
- Use same sampling locations across batches for comparability
- Train operators on proper sampling technique using sample thieves
- Document sampling procedures in SOPs with visual aids
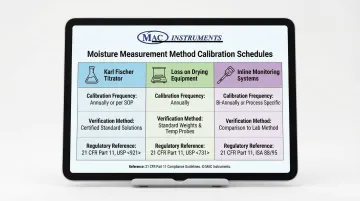
Calibrate and Verify Measurement Systems
Establish regular calibration schedules for all moisture measurement equipment:
- Karl Fischer titrators: Monthly calibration with certified standards
- Loss on Drying equipment: Quarterly temperature verification
- Inline systems: Quarterly verification against reference method
- Maintain calibration records per cGMP requirements (21 CFR Part 11 for electronic records)
Monitor Drying Curves and Establish Endpoints
Track moisture versus time curves for each product to identify characteristic drying patterns. Setting endpoints based on actual moisture behavior — rather than fixed time cycles — allows earlier batch release and measurable energy savings.
- Initial rapid drying phase (constant rate period)
- Slower asymptotic approach to equilibrium (falling rate period)
- Set science-based endpoints when the moisture plateau is reached, not predetermined run times
- Enables earlier batch release and reduces energy consumption per batch
Integrate with Process Controls
Connect inline moisture data to dryer control systems for automated endpoint determination:
- Implement PAT framework with real-time release testing for high-volume products
- Use moisture trend data to optimize air temperature and flow rate
- Reduce batch cycle times by 15-30% through automated endpoint detection
- Improve batch-to-batch consistency by eliminating manual endpoint judgment
Frequently Asked Questions
What is fluid bed drying?
Fluid bed drying suspends wet granules in a stream of heated air, causing rapid water evaporation. The fluidized state ensures uniform drying across all particles while handling granules gently enough to prevent damage and reach consistent moisture endpoints.
Why is there moisture inside my fluid bed dryer?
Moisture enters the dryer with wet granules from the granulation step and must be removed to target levels (typically 2-5%). Some residual moisture is intentional — it maintains granule integrity and provides adequate binding during compression.
How long does fluid bed drying take?
Typical drying times range from 20-60 minutes depending on batch size, initial moisture content, air temperature, and product characteristics. However, total cycle times including preheating and cooling can reach 300 minutes (5 hours). Inline monitoring enables precise endpoint determination rather than fixed time cycles, often cutting total cycle time by 20-30%.
What is the difference between Karl Fischer and Loss on Drying methods?
Karl Fischer specifically measures water through chemical reaction with Karl Fischer reagent, providing the highest accuracy (±0.1%) and specificity. Loss on Drying measures all volatiles through heating, making it faster but less specific—it cannot distinguish between water and other volatile components like residual solvents. Karl Fischer is preferred for regulatory submissions and validation studies.
Can inline moisture monitoring replace lab testing entirely?
Inline systems enable real-time process control and can support PAT-based release when properly validated, but periodic lab verification (Karl Fischer or LOD) remains required for calibration and cGMP compliance. Most facilities run inline monitoring for daily process control with quarterly or monthly lab confirmation.


