In many QA labs, unreliable moisture measurement can disrupt workflows, delay batch release, and increase the risk of non-compliance. Selecting an inappropriate analyzer can lead to inconsistent results and extra retesting.
A modern moisture analyzer solves these challenges by combining precise weight measurement, advanced heating technology, and user-friendly software. It delivers fast, repeatable, and traceable results tailored to your sample type and workflow. By using the right analyzer, labs can maintain consistent product quality, support regulatory compliance, and make confident, timely decisions.
This guide shows how to choose a moisture analyzer for quality assurance labs, highlighting key considerations, industry requirements, and features that maximize reliability and efficiency.
Key Takeaways:
Selecting the right moisture analyzer ensures consistent, traceable results, reducing variability and unnecessary retesting in QA labs.
Proper sample compatibility, heating technology, and measurement principle are critical for accurate moisture determination across powders, liquids, pastes, and high-moisture materials.
Halogen or tailored heating methods deliver fast, even moisture removal while protecting sensitive or degradable samples.
Reliable data management, audit trails, and LIMS/PC integration support compliance with ISO, GMP, GLP, and regulatory standards.
Lifecycle planning, calibration support, and technical service access help maintain long-term performance and prevent workflow disruptions.
Understanding Moisture Analyzers and Their Role in QA Labs
A moisture analyzer is a laboratory instrument designed to measure the moisture content of a sample by tracking weight loss during controlled heating. It combines a precision balance with a heating unit and software to calculate moisture or dry content using predefined methods.
Moisture analyzers are widely used in quality assurance laboratories to verify product specifications, maintain batch consistency, and support regulatory compliance across industries including food, pharmaceuticals, chemicals, and materials testing.
In QA labs, moisture analysis plays a critical role in:
Batch Release and Rejection Decisions: Ensuring only products that meet moisture specifications reach the market.
Process Adjustments and Root-Cause Investigations: Identifying issues in production and enabling corrective actions.
Label Accuracy and Customer Specifications: Confirming that moisture levels match product claims.
Compliance with Standards and Regulations: Supporting internal quality standards and external regulatory requirements.
Because moisture results often determine final product acceptance, selecting a reliable moisture analyzer is essential for accurate, repeatable, and audit-ready measurements.
When Should a QA Lab Invest in a Dedicated Moisture Analyzer?
Investing in a dedicated moisture analyzer makes sense when moisture testing is frequent, time-sensitive, or directly impacts product release and regulatory compliance. Choosing the right instrument ensures reliable results, faster workflows, and confidence in critical quality decisions.
QA labs should consider a dedicated moisture analyzer in the following scenarios:
Moisture as a Critical Quality Attribute (CQA): When moisture content directly affects product quality, potency, or shelf life, precise measurement is essential.
Limitations of Routine Methods: Traditional oven or manual drying methods may be too slow, inconsistent, or labor-intensive for your workflow.
High Sample Throughput: Labs handling large volumes of samples require rapid, repeatable measurements to keep pace with production schedules.
Need for Traceable, Audit-Ready Data: For compliance, regulatory audits, or release decisions, analyzers must provide reliable, documented results every time.
In these situations, a dedicated moisture analyzer streamlines testing, reduces variability, and gives QA teams the confidence to make fast, informed decisions.
10 Essential Steps to Choose the Right Moisture Analyzer for Your QA Lab

Selecting a moisture analyzer for a QA environment is not just a technical choice but an operational one, influencing repeatability, decision confidence, audit readiness, and long-term performance. The steps below create a connected thought process that moves from product purpose to service planning, ensuring the final selection supports both routine testing and regulatory alignment.
Step 1: Start With Your Application
Selection begins with clarity on how moisture results affect your product. Even minor deviations can affect stability, texture, label accuracy, and shelf life, so the analyzer must meet the process's expectations. In many environments, moisture values determine whether material moves forward, pauses, or enters deviation review.
Batch release or rejection decisions rely on traceable moisture values that support documentation.
Process parameters may need adjustment when moisture trends fall outside historical expectations.
Label declarations and specification claims depend on the approved reporting format.
Regulatory and audit reviews require alignment with recognized reference methods and traceable data.
Since different industries report results as moisture content (loss on drying) or dry content, the analyzer should align with the reporting structure specified in the customer or regulatory standards.
Step 2: Know Your Sample Type, Material Behavior, and Testing Risks
Sample characteristics determine how well a method will perform under heat. Powders, pastes, liquids, granules, and coated solids behave differently during drying, and this directly affects both equipment compatibility and method repeatability.
Crusting or surface film formation can trap internal moisture, leading to false-low readings.
Splattering or bubbling in liquids may cause inconsistent evaporation without controlled heating.
Heat-sensitive or degradable materials may need staged temperature profiles.
Viscous or gel-type samples may benefit from glass fiber pads or accessory components to stabilize evaporation.
Understanding behavior during heating helps identify where standard analyzers are sufficient and where specialized controls or accessories are required.
The following graph shows the maximum percentage of water vapor that can be mixed with the air at a given temperature and a pressure of one atmosphere.

Step 3: Choose the Appropriate Measurement Principle and Heating Technology
Gravimetric moisture analyzers remain the preferred choice for most QA environments because they produce weight-based, traceable measurements that align with recognized analytical methods. Heating technology should then be selected to meet the laboratory's sensitivity and consistency expectations.
Gravimetric methods provide direct mass-loss measurement and support validated workflows.
Halogen heating delivers fast, uniform thermal exposure and is well-suited for routine QA release.
Infrared heating may be acceptable for less sensitive materials but can show uneven drying in specific matrices.
Metal element systems are helpful when gradual, controlled heating is needed to prevent sample degradation.
This combination determines not only measurement accuracy but also practical reproducibility across operators and shifts.
Whether you are monitoring high-temperature stack emissions, controlling steam in food processing ovens, or measuring absolute humidity in kilns and furnaces, each MAC Instruments model offers specific strengths tailored to your process needs.
To help you compare key features, measurement ranges, and installation suitability, here’s a consolidated overview of the MAC125, MAC155, and MAC116 moisture analyzers:
Model | Best Use Case | Measurement & Temperature Capability | Key Features & Outputs |
High-temperature industrial humidity measurement in ducts, stacks, kilns, ovens, and furnaces |
|
| |
Stack gas humidity monitoring for compliance, EPA-linked emission checks, and regulated industrial exhaust systems |
|
| |
Steam atmosphere control for conveyor ovens and food processing environments (wash-down/CIP ready) |
|
|
Step 4: Understand Core Performance Specs That Influence QA Decision Confidence
Specifications should be evaluated based on how they affect real-world decision making, not just catalog values. The goal is to match the instrument’s capability to the strictest tolerance the lab must defend.
Weighing capacity and readability must support typical sample sizes used in validated methods.
Moisture resolution should remain stable at low-moisture endpoints where specifications are most sensitive.
Repeatability should hold across different operators, shifts, and daily testing conditions.
Before final selection, performance should be confirmed using actual production samples rather than relying only on datasheet claims or idealized test materials.
Step 5: Match Temperature Range and Drying Profiles to Method Requirements
Moisture measurement accuracy is strongly dependent on the alignment between product behavior and thermal program design. The analyzer should support profiles that reflect both the material’s sensitivity and the reference method used.
Temperature ranges must be sufficient to release moisture without causing decomposition.
Standard, soft, and fast drying profiles should be available to match different material responses.
Validated programs should be documented and locked for routine use to avoid user interpretation.
This ensures consistent results across routine QA testing, method transfers, and audit review.
Step 6: Prioritize Operator Friendliness, Workflow Efficiency, and Throughput
Ease of use determines whether an analyzer supports productivity or slows down testing. In a multi-operator QA environment, the user interface and workflow structure significantly influence repeatability.
Guided workflows reduce training time and protect method consistency.
Programmed starts prevent unauthorized parameter changes during routine work.
Short warm-up and stable cycle times support daily batch-release schedules.
Method libraries maintain consistency across teams, shifts, and multiple sites.
A practical workflow match often proves more valuable than a higher specification on paper.
Step 7: Confirm Data Management, Traceability, and Compliance Features
Data integrity is essential for regulated operations. Moisture results must be traceable, secure, and reviewable during inspections or customer audits.
Export options should integrate with LIMS, network storage, or digital QA systems.
Secure user access prevents unauthorized changes to methods or stored results.
Audit trails and instrument IDs help maintain record defensibility under GLP, GMP, and ISO expectations.
Traceability should link each result to the sample, operator, method, calibration status, and instrument identity.
Step 8: Plan Calibration, Verification, and Lifecycle Performance Control
Moisture analyzer performance must be supported throughout its operational life, not just at commissioning. Routine checks protect the validity and prevent deviations.
Internal or external calibration options help maintain weighing accuracy over time.
Temperature verification ensures thermal performance remains within specification.
IQ, OQ, and PQ documentation support qualification during audits or equipment review.
SOPs should define verification intervals to maintain traceable performance.
Lifecycle planning protects reliability long after installation.
Step 9: Evaluate Service, Accessories, and Total Cost of Ownership
Instrument cost should be considered in the context of long-term use. A reliable analyzer with accessible support often carries a lower lifetime cost than a cheaper model with complex servicing.
Local service capability influences downtime during calibration or repair events.
Accessory and consumable availability affects both flexibility and cost of routine operations.
Spare parts, maintenance plans, and user support all contribute to the total cost of ownership.
Value is measured across the performance lifespan, not just the purchase price.
Step 10: Read the Datasheet Strategically and Confirm Sample Performance Before Purchase
Datasheets are a starting point, not a conclusion. The final comparison should be based on real-sample testing to confirm that the instrument meets operational needs.
Focus on specifications that matter for real testing conditions, not ideal benchmarks.
Confirm performance at low-moisture thresholds if those values determine release decisions.
Avoid paying for advanced features that do not apply to the actual sample set.
This ensures the selected analyzer delivers both operational reliability and support for compliance.
Key Insights to Select Moisture Analyzers Based on Industry Use Case
Not all moisture analyzers are created equal, and selecting the right one depends on your industry's requirements. Each sector has unique priorities, from speed and consistency in production environments to strict compliance and traceability in regulated labs:
Food and Dairy Applications: Speed and repeatability are critical. Analyzers must provide quick measurements to support high-throughput production while maintaining consistent results.
Pharmaceutical and Chemical Labs: Traceability, documentation, and method validation are essential. Analyzers should offer audit-ready data, compliance support, and precise control over testing conditions.
Industrial and Manufacturing Environments: Durability and flexibility matter. Analyzers should withstand harsh environments, handle diverse sample types, and integrate easily into existing workflows.
By assessing your industry’s quality priorities, you can focus on key features such as heating control, data integrity, connectivity, and compliance support.
Mistakes to Avoid and Best Practices For Choosing a Moisture Analyzer for Quality Assurance Labs
Choosing a moisture analyzer should be based on real application needs, not just datasheet claims. In QA labs, mismatches between instrument capabilities, sample behavior, and compliance requirements lead to inconsistent results and operational delays.
Before final selection, review these points to avoid rework, failed validations, and audit gaps:
Evaluation Area | Common Challenges | Best Practices |
Sample Fit | Testing only with reference materials that don’t reflect real product behavior. | Validate performance using actual production samples before purchase. |
Measurement Principle | Choosing sensor-based systems that lack traceable moisture reporting for QA release. | Prefer gravimetric halogen analyzers for audit-ready, reference-aligned results. |
Performance Specs | Focusing on headline accuracy instead of capacity, resolution, and repeatability. | Check readability, low-moisture precision, and repeatability with real batch samples. |
Drying & Temperature Control | One-temperature settings cause crusting, decomposition, or incomplete drying. | Match drying profiles to material behavior (standard/soft/fast) with documented programs. |
Compliance & Data Handling | No audit trails or secure data paths, leading to gaps during inspections. | Ensure traceable data export, user control, and GLP/GMP/ISO-supportive documentation. |
Lifecycle & Support | Ignoring calibration plans and service access until issues appear. | Confirm calibration tools, service availability, and support for IQ/OQ/PQ upfront. |
How to Validate and Justify Your Moisture Analyzer Choice Internally?
Before finalizing a purchase, quality assurance teams often need to justify their selection of a moisture analyzer to internal decision-makers. To transition from evaluation to approval, focus on these key points:
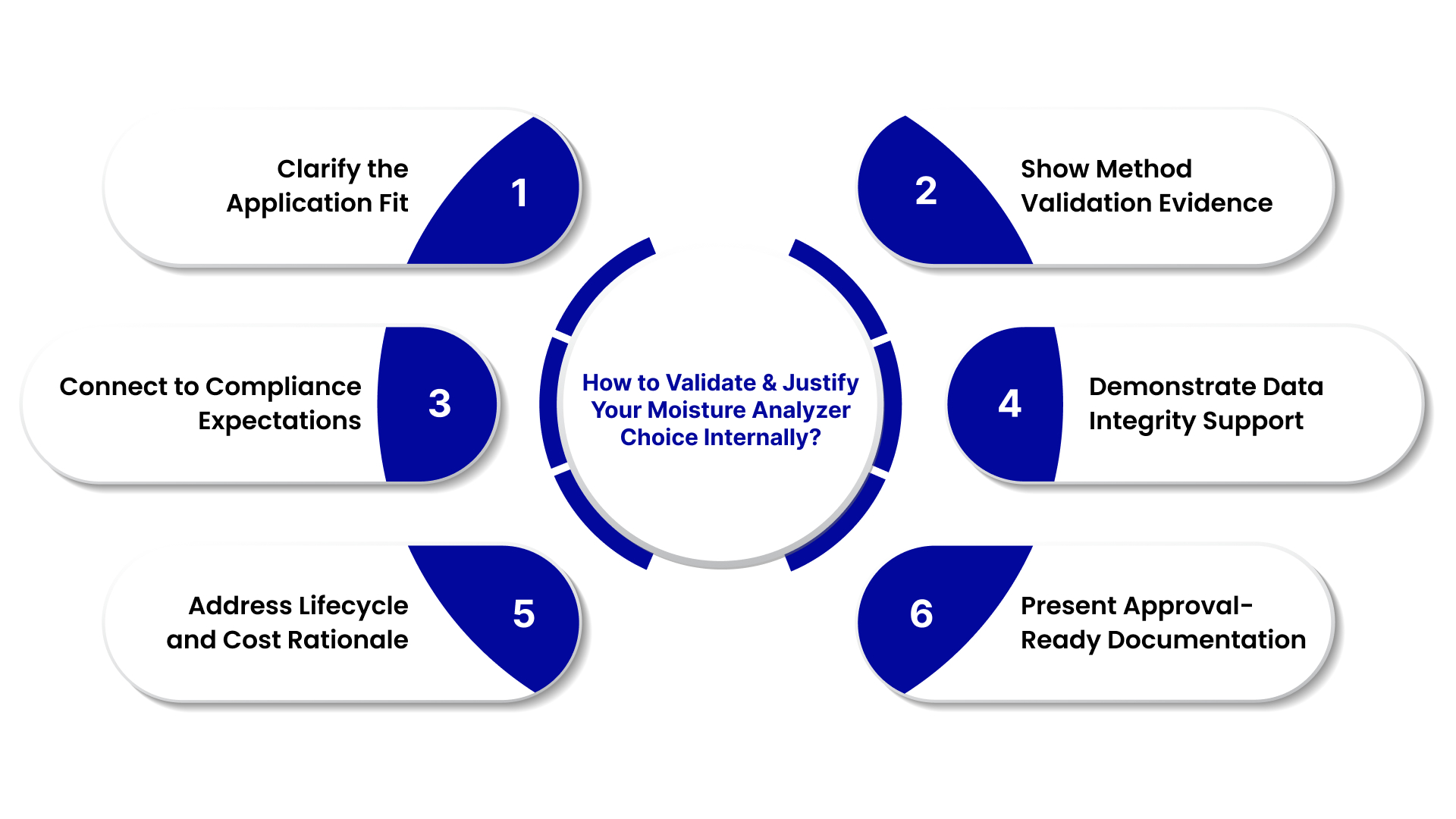
Clarify the Application Fit: Confirm the analyzer meets your routine sample types, accuracy targets, and throughput needs.
Show Method Validation Evidence: Present repeatability tests, calibration checks, drying curves, and comparison results with reference methods.
Connect to Compliance Expectations: Highlight alignment with ISO, GMP/GLP, HACCP, or customer audit requirements to support traceability and inspection readiness.
Demonstrate Data Integrity Support: Note reporting, audit trails, LIMS/PC connectivity, and record retention capabilities for documentation control.
Address Lifecycle and Cost Rationale: Include long-term value factors such as reduced retesting, minimized downtime, service access, and calibration support, not just upfront pricing.
Present Approval-Ready Documentation: Provide a brief summary that links performance data, regulatory alignment, and operational benefits to simplify sign-off.
MAC Instruments: Your Partner for Consistent Moisture Analysis
Having a moisture analyzer in your QA lab is just the first step. Real efficiency comes from selecting the right model, using it correctly, and ensuring consistent, reliable results. MAC Instruments helps you make informed choices and get the most from your analyzer.
Here’s how MAC Instruments makes moisture analysis simple and dependable:
Right Model for Your Samples: Choose the analyzer best suited for powders, liquids, pastes, or high-moisture materials to ensure accurate and repeatable results.
Optimized Heating Technology: Halogen, infrared, or microwave heating delivers fast, precise drying tailored to your sample type and moisture range.
Low Maintenance Requirements: With reliable, durable designs, MAC Instruments supports calibration and method validation to keep your analyzer performing consistently over time.
Intuitive User Interface: Clear displays and simple controls make reading and interpreting data easy, helping labs make timely decisions.
Application Flexibility: Guidance on selecting the right analyzer for food, pharmaceutical, chemical, or industrial QA labs ensures the best fit for your workflow and regulatory needs.
Expert Technical Support: Assistance with setup, method development, and troubleshooting ensures your moisture analyzer delivers maximum performance.
By combining MAC Instruments’ expertise with the right moisture analyzer, labs can cut retesting, improve accuracy, and maintain compliance, making moisture measurement fast, reliable, and audit-ready.
Conclusion
Choosing the right moisture analyzer for quality assurance labs supports accurate testing, consistent results, and confident product release decisions. By focusing on sample compatibility, heating technology, data management, and validation support, QA teams can select an analyzer that meets performance standards and compliance requirements.
Understanding how to choose a moisture analyzer for quality assurance labs reduces variability, minimizes retesting, and strengthens documentation for internal approvals and audits. This creates smoother workflows, fewer disruptions, and long-term value for the laboratory.
With MAC Instruments, you receive practical model guidance, method setup support, calibration assistance, and integration help to ensure the selected moisture analyzer aligns with real operational requirements. Connect with us today to choose the right system and implement it with confidence in your QA environment.
FAQs
1. What matters most when choosing a moisture analyzer for QA labs?
When deciding how to choose a moisture analyzer for quality assurance labs, focus on three essentials: the types of samples you test, the accuracy range your QA standards require, and whether the device can maintain consistent results across multiple batches. This ensures the analyzer supports real lab conditions, not just ideal test scenarios.
2. Why does accuracy hold so much weight in QA moisture testing?
Because QA approval depends on reliable data, an analyzer with strong repeatability, stable weighing performance, and controlled heating ensures moisture results stay within allowed tolerance ranges directly protecting product quality and compliance.
3. Does sample volume influence the right analyzer choice?
Yes. The pan size and capacity must match your routine sample volume. A suitable capacity prevents measurement swings, reduces retesting, and maintains data uniformity, especially in labs dealing with varied materials.
4. Do software and data features really matter?
They do in quality-focused settings. Models with reporting, audit trails, and LIMS/PC connectivity allow proper documentation, traceability, and smoother audits. For quality assurance labs, this becomes as important as measurement performance.
5. Which heating method suits QA environments best?
Halogen heating is generally preferred because it delivers fast, even moisture removal without temperature spikes. It shortens test times and reduces variability, making it a dependable choice for most routine QA workloads.
6. How important is long-term support and calibration?
Essential. Consistent calibration, validation support (like IQ/OQ), and access to spare parts or service technicians keep the analyzer reliable over time. This prevents workflow interruptions and protects compliance during inspections or audits.