Introduction
Recovery boilers in pulp mills face a critical challenge: balancing combustion efficiency with chemical recovery while avoiding corrosion. Moisture content in flue gas directly impacts all three. When moisture levels exceed 32%, combustion efficiency drops and emissions rise. When operators push too aggressively to reduce moisture, acid dewpoint corrosion threatens economizers and air heaters.
EPA data shows Non-Direct Contact Evaporator (NDCE) recovery boilers average 26% flue gas moisture, while Direct Contact Evaporator (DCE) units run at 32% — well above the 10–15% typical in conventional industrial boilers, due to the high water content in black liquor fuel. Without accurate, continuous moisture monitoring, operators are essentially making combustion decisions blind.
Key Takeaways
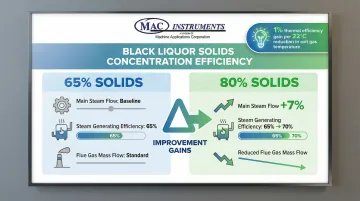
- Accurate moisture measurement prevents efficiency losses worth 1% thermal efficiency per 22°C reduction in exit gas temperature
- Measurement options range from manual EPA Method 4 sampling and portable analyzers to continuous TDLAS or capacitive sensor systems
- NDCE units average 26% moisture; DCE units average 32% — well above typical industrial boiler ranges
- Proper measurement requires post-economizer sampling points, temperature compensation to 150–230°C, and NIST-traceable calibration
- Continuous monitoring supports real-time combustion optimization and flags tube leaks or black liquor solids deviations early
Why Moisture Measurement Matters in Recovery Boilers
Why Moisture Measurement Matters in Recovery Boilers
Combustion Efficiency and Heat Recovery
Flue gas moisture content directly determines how much fuel energy converts to useful steam versus wasted heat. Thermal efficiency improves by 1% for every 22°C (40°F) reduction in exit gas temperature. Excess moisture forces operators to maintain higher exit temperatures to prevent condensation, sacrificing efficiency.
When black liquor dry solids increase from 65% to 80%, the reduced water load entering the furnace decreases flue gas mass flow. This shift increases main steam flow by 7% and improves steam generating efficiency from approximately 65% to 70%. Without continuous moisture measurement, there's no reliable way to confirm whether firing adjustments are actually delivering those gains.
Chemical Recovery Optimization
Moisture levels indicate combustion completeness — and incomplete combustion has downstream consequences beyond efficiency. High moisture suggests incomplete black liquor combustion, meaning inorganic chemicals aren't fully released for recovery. Firing at solids concentrations above 70% ensures sufficient sodium carbonate fume generation to capture sulfur dioxide, reducing SO2 emissions to negligible levels.
Emissions Control
Incomplete combustion from excessive moisture increases carbon monoxide and particulate emissions. In older DCE units, the evaporator functions as a particulate scrubber. Bypassing DCEs without upgrading electrostatic precipitators increases particulate emissions as gas moisture and volume shift.
Corrosion Prevention
The acid dewpoint is the primary limit on heat recovery. Unlike water vapor (dewpoint 70–75°C), sulfuric acid condenses at 121–154°C (250–310°F) depending on SO3 and moisture concentrations. Operating below this threshold causes rapid economizer tube corrosion.
Accurate moisture measurement lets operators push heat recovery as close to that boundary as possible — without crossing it.
What You Need to Measure Moisture in Recovery Boilers
Your measurement approach depends on one core tradeoff: continuous systems deliver real-time optimization data but carry higher capital costs, while periodic sampling is cheaper but gives you only point-in-time snapshots. The right choice shapes which tools and installation locations make sense.
Tools and Measurement Points
Optimal sampling locations:
- Post-economizer: Standard location for efficiency monitoring, with flue gas temperatures around 200°C (392°F)
- NDCE exit: For Non-Direct Contact Evaporator units, design exit temperatures range from 176-190°C (350-375°F)
- DCE exit: For Direct Contact Evaporator units, stack gas temperatures typically reach 160°C (320°F)
Position sample ports at least 8 equivalent duct diameters downstream and 2 diameters upstream of flow disturbances to achieve representative measurements. BLRBAC recommends high-pressure sample-cooling systems with ports both pre- and post-economizer to monitor performance and detect tube leaks.
Measurement tools by method:
- Manual sampling: Heated probe (120°C), condensate collection system, desiccant tubes, volumetric measurement equipment
- Portable analyzers: Chilled mirror or TDLAS handheld units with high-temperature probes
- Continuous systems: Fixed TDLAS or high-temperature capacitive sensors with DCS/PLC integration
Preconditions and Setup
Before accessing measurement ports, confirm you have hot work permits, appropriate PPE (protective clothing, face shields), platform access, and communication protocols with the control room established.
On the process side, establish stable baseline conditions before taking readings. Record black liquor solids content (typically 68-75%), firing rate, combustion air flow, and steam production. Measurements during load changes or transient conditions won't yield usable reference data.
Temperature compensation: Flue gas temperatures range from 150-450°C depending on measurement location. Most portable and continuous systems include automatic temperature compensation — verify this capability before installation, since uncompensated readings at these temperature ranges will be unreliable.
Methods to Measure Moisture in Recovery Boilers
Three primary methods exist, each suited to different accuracy requirements, budgets, and monitoring frequencies. Manual sampling provides the highest accuracy for calibration purposes. Portable analyzers enable rapid troubleshooting. Continuous systems deliver real-time process control data.
Here's a detailed breakdown of each approach — what it requires, how it works, and where it fits in your operation.
Method 1: Manual Sampling with Laboratory Analysis
EPA Method 4 is the regulatory benchmark for flue gas moisture measurement. It extracts flue gas through a condenser system and silica gel, determining moisture content gravimetrically by measuring condensate volume and desiccant weight gain.
Tools needed:
- Heated sample probe maintained at ~120°C (248°F)
- Condensate collection system (impingers)
- Silica gel desiccant tubes
- Volumetric measurement equipment
- Temperature and pressure gauges
Step-by-step process:
- Insert sample probe at the measurement port with proper seal. While moisture sampling doesn't strictly require isokinetic conditions, proper insertion depth ensures representative sampling
- Draw flue gas sample through the condensing system for 15-30 minutes. Collect a minimum total gas volume of 0.60 scm (21 scf) at a rate not exceeding 0.021 m³/min (0.75 cfm)
- Measure condensate volume or desiccant weight gain, record flue gas temperature and pressure, then calculate moisture percentage using standard EPA formulas
- Compare results to baseline data and expected values based on black liquor solids content and combustion air flow
Pros & cons:
Pros:
- Highest measurement accuracy, providing NIST-traceable reference data for calibrating online systems
- Accepted for compliance testing and regulatory reporting
Cons:
- Labor-intensive and requires trained personnel
- Delivers only a point-in-time snapshot — no real-time data
- Results aren't available fast enough for immediate process adjustments
Best used for periodic verification of continuous systems or compliance testing.
Method 2: Portable Moisture Analyzer
Handheld instruments using chilled mirror dewpoint detection or Tunable Diode Laser Absorption Spectroscopy (TDLAS) provide rapid moisture measurement without extensive sample conditioning.
Tools needed:
- Portable moisture analyzer with high-temperature capability
- Sample probe assembly
- Calibration gases or standards
- Data logging capability
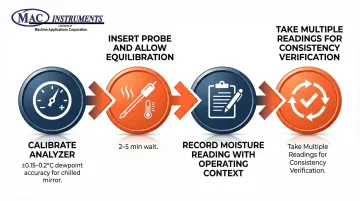
Step-by-step process:
- Calibrate analyzer according to manufacturer specifications. Chilled mirror units offer ±0.15-0.2°C dewpoint accuracy, while portable TDLAS systems provide ±1% of reading or ±2 ppmv accuracy
- Insert probe into measurement port and allow 2-5 minutes for thermal equilibrium. Chilled mirror units reach T95 in ≤10 minutes
- Record moisture reading along with flue gas temperature, pressure, liquor flow rate, and steam production to establish operating context
- Take multiple readings at different locations or times to verify consistency and identify spatial or temporal variations
Pros & cons:
Pros:
- Faster than manual sampling with immediate on-site results
- Portable — check multiple measurement locations in a single visit
- Well-suited for troubleshooting and ad hoc verification
Cons:
- Less accurate than EPA Method 4
- Sensors can drift, requiring frequent recalibration
- Still periodic — not a substitute for continuous process control monitoring
Method 3: Continuous Online Moisture Monitoring System
Permanently installed analyzers with high-temperature sensors provide real-time continuous moisture measurement for process control and optimization. TDLAS and high-temperature capacitive sensor technologies are purpose-built to handle the demanding conditions inside recovery boiler flue gas streams.
Tools needed:
- Fixed moisture analyzer with NIST-traceable calibration capability
- High-temperature sensor rated to 650°C (1200°F) or higher
- Mounting hardware for direct stack installation
- Signal output connections to DCS/PLC
- Data trending and alarm management software
Step-by-step process:
- Install analyzer at optimal measurement location (post-economizer or NDCE/DCE exit) with proper insertion depth. MAC Instruments' high-temperature moisture sensors can operate at temperatures up to 650°C standard, with optional capability to 1300°C for extreme conditions
- Connect output signals (typically 4-20mA) to control system for real-time monitoring and trending. Configure alarm thresholds based on normal operating ranges
- Establish baseline moisture levels during steady-state operation. For NDCE units, expect ~26% moisture; for DCE units, ~32% moisture at typical black liquor solids of 68-75%
- Use continuous data to optimize combustion air flow, black liquor solids content, and firing patterns. Trend analysis enables early detection of tube leaks, spray nozzle plugging, or black liquor solids deviations
Pros & cons:
Pros:
- Continuous real-time data enables immediate process response
- Trending and alarm functions allow early detection of tube leaks or solids deviations
- Eliminates recurring labor costs for periodic sampling
- Directly supports combustion optimization and process control
Cons:
- Higher upfront capital cost than periodic methods
- Requires proper installation and initial commissioning
- Ongoing maintenance needed, though modern systems with built-in calibration reduce service burden
ROI is typically fast: efficiency gains and early fault detection offset the initial investment quickly.
How to Interpret Moisture Measurement Results
Context shapes how you evaluate every moisture reading. Black liquor solids content, firing rate, and combustion air flow all affect expected moisture levels. A 28% reading might be normal for a DCE unit firing 65% solids liquor but signals a problem for an NDCE unit firing 75% solids. The three scenarios below define what normal, minor deviation, and out-of-spec readings look like — and what to do in each case.
Normal/Acceptable Moisture Levels
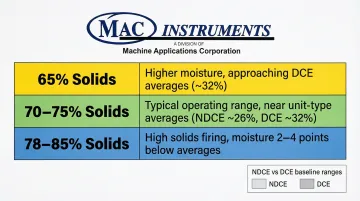
NDCE units average 26% flue gas moisture, while DCE units average 32%. These levels are significantly higher than generic industrial boilers (10-15%) due to the water content in black liquor fuel.
Expected moisture correlates directly with black liquor solids:
- 65% solids: Expect higher moisture (approaching DCE averages)
- 70-75% solids: Typical operating range, moisture near unit-type averages
- 78-85% solids: High solids firing, moisture 2-4 percentage points below averages
Actionable next steps:
- Document baseline moisture at various loads, black liquor solids concentrations, and combustion air settings
- Use this data to define your normal operating envelope
- Build a reference table correlating solids content to expected moisture for your specific boiler
Minor Deviations from Normal
Signs of minor issues:
- Moisture levels 2-3 percentage points outside normal range
- Gradual trending up or down over days or weeks
- Inconsistent readings between measurement locations
- Moisture changes not explained by known operating condition changes
Possible causes:
- Black liquor solids content variations (verify with refractometer)
- Combustion air distribution issues (check damper positions)
- Analyzer drift requiring recalibration
- Minor air infiltration through boiler casing
- Spray nozzle wear affecting droplet size distribution
Actionable next steps:
Verify black liquor solids content using a benchtop moisture analyzer. BLRBAC requires checking refractometers against benchtop analyzers every 2 hours when firing <70% solids, or every 8 hours above 70%. Check combustion air damper positions and flow rates, then recalibrate the moisture analyzer using NIST-traceable standards. Increase monitoring frequency until the issue resolves.
Out-of-Spec Moisture Readings
Critical conditions:
- Moisture >35%: Indicates incomplete combustion, excessively wet black liquor, or potential tube leak
- Moisture <20%: Suggests measurement error or unusual operating conditions (extremely high solids firing)
- Sudden moisture spikes: Can indicate tube leaks introducing water into flue gas
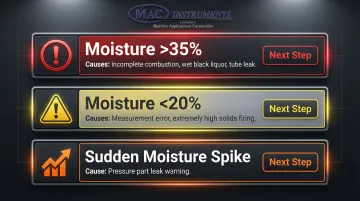
Serious operational risks:
High moisture reduces thermal efficiency and increases CO and particulate emissions. It may indicate imminent tube plugging or spray nozzle problems. Sudden unexplained rises in flue gas moisture can be early indicators of pressure part leaks.
Actionable next steps:
Identify the root cause immediately. Verify black liquor solids content — BLRBAC mandates diverting liquor if solids fall below 58% to prevent smelt-water explosions. Then work through these checks in order:
- Inspect spray patterns for nozzle plugging
- Verify burner operation and combustion air flow
- Reduce load if the problem cannot be quickly corrected to prevent equipment damage
Common Errors in Moisture Measurement
Sample Location Errors
Probe placement directly skews readings before any analysis begins. Positioning too close to liquor spray reads artificially high from unevaporated droplets; dead zones with stratified flow produce unrepresentative averages. Proper sampling requires locations at least 8 equivalent duct diameters downstream and 2 diameters upstream of flow disturbances.
Temperature Compensation Failures
Flue gas temperature shifts between the measurement point and the sensor introduce significant errors if left uncompensated. Portable analyzers typically need 2-5 minutes to reach thermal equilibrium — readings taken before that window closes are unreliable.
Calibration Drift and Neglect
Corrosive flue gas, high temperatures, and particulate loading gradually shift sensor baselines. OEM calibration schedules should be followed closely, with increased frequency in harsh environments. Analyzers with built-in calibration capabilities allow daily verification without taking the system offline.
Misinterpreting Moisture Trends
Hardware errors aren't the only source of bad data — operator interpretation creates its own category of mistakes. A 3% moisture increase, for instance, might reflect a planned reduction in black liquor solids rather than any equipment fault. Cross-referencing moisture shifts against current operating conditions before escalating to maintenance avoids unnecessary downtime.
Wrong Measurement Technology
Low-temperature sensors not rated for recovery boiler conditions (typically 150–450°C) degrade quickly and produce unreliable data. Methods that can't tolerate high dust loading or corrosive sulfur compounds fail outright. TDLAS and high-temperature capacitive sensors built specifically for these environments handle particulate loading and sulfur compounds that destroy standard sensors.
Safety and Best Practices
Hot work and confined space protocols
- Obtain proper permits before accessing measurement ports
- Use appropriate PPE including protective clothing and face shields for high-temperature work
- Establish communication protocols with the control room before breaking containment on pressurized ductwork
- Lock out all fuel sources to duct burners when working within HRSG or ductwork
Installation and maintenance
- Ensure measurement ports are properly sealed to prevent flue gas leaks
- Maintain adequate purge air on continuous analyzers to prevent sensor fouling
- Install 10-micron filters to protect sensors from particulates
- Consider automatic filter blow-back systems for high-dust environments
- Follow manufacturer guidelines for sensor replacement intervals
Calibration and quality assurance
- Establish a regular calibration schedule using NIST-traceable standards
- Verify black liquor refractometers against benchtop analyzers every 2–8 hours depending on solids content, per Verify black liquor refractometers against benchtop analyzers every 2–8 hours depending on solids content, per BLRBAC recommended good practice guidelines
- Document all calibration results and maintenance activities
- Periodically verify continuous analyzer readings against manual EPA Method 4 sampling for validation
- Analyzers with built-in calibration systems — such as the MAC Instruments MAC155 — allow daily verification without removing instruments from service
Conclusion
Accurate moisture measurement in recovery boilers directly impacts thermal efficiency, chemical recovery rates, and equipment longevity. The 1% efficiency gain achievable for every 22°C reduction in exit gas temperature translates to significant fuel cost savings, while proper moisture control prevents acid dewpoint corrosion that can cost millions in tube replacements.
Continuous online monitoring systems outperform periodic sampling for process optimization. Real-time data enables:
- Immediate response to operating condition changes
- Early detection of tube leaks or spray nozzle problems
- Optimized combustion air flow for maximum efficiency
Modern systems with high-temperature sensors rated to 650°C or higher, built-in calibration capabilities, and DCS integration reduce fuel consumption and extend equipment life — delivering measurable returns within the first operating year.
Regardless of the monitoring approach, measurement location, temperature compensation, and calibration discipline determine how reliably that data reflects actual boiler conditions — and how confidently operators can act on it.
Frequently Asked Questions
How are moisture levels measured?
Three primary methods exist: manual sampling with EPA Method 4 lab analysis, portable moisture analyzers using chilled mirror or TDLAS technology, and continuous online monitoring systems with high-temperature sensors. Continuous systems deliver the most actionable data for real-time process control and optimization.
What is the ideal moisture content in recovery boiler flue gas?
Optimal moisture typically ranges from 26% for NDCE units to 32% for DCE units when firing black liquor at 65-75% solids. These levels are significantly higher than generic industrial boilers due to fuel water content. Specific targets vary by mill, boiler design, and black liquor characteristics.
How does moisture measurement improve recovery boiler efficiency?
Accurate monitoring enables optimization of combustion air flow and black liquor firing to maximize heat release while ensuring complete combustion. This reduces fuel waste and improves chemical recovery rates. That efficiency gain compounds quickly — each 1% thermal improvement from a 22°C reduction in exit temperature translates directly to lower fuel costs.
What causes inaccurate moisture readings in recovery boilers?
Common causes include improper sample location, sensor fouling or calibration drift from corrosive gas exposure, inadequate temperature compensation, and sampling before thermal equilibrium is reached. Sensors not rated for high-temperature, high-dust environments will also produce unreliable readings.
How often should moisture levels be checked in a recovery boiler?
Continuous monitoring provides optimal process control and enables immediate response to operating changes. If continuous systems aren't feasible, conduct daily portable analyzer checks during steady-state operation, with more frequent measurements during startup, shutdown, or when troubleshooting efficiency or emissions issues.
Can moisture measurement help prevent recovery boiler corrosion?
Yes. Moisture monitoring identifies conditions where acid dewpoint corrosion can occur on economizer and air heater surfaces — typically when temperatures drop below 121-154°C. Operators can then adjust combustion conditions or flue gas temperatures to stay above the dewpoint and prevent sulfuric acid condensation.