Introduction
In commercial baking, precise humidity management can reduce baking time by 22% and energy consumption by 18% while improving crust uniformity by 15%. These gains depend entirely on accurate moisture measurement.
Yet steam-injection ovens create a measurement paradox. Condensation forms on sensors in high-humidity environments, triggering false readings that blind control systems exactly when precision matters most—during critical baking phases.
The solution requires measurement methods that overcome condensation interference. This article covers proven techniques, result interpretation strategies, and practical approaches to eliminate condensation-related errors in steam oven environments.
TLDR
- Avoid false readings by keeping sensor temperature above dew point
- Solid-state sensors eliminate wet bulbs and condensation-prone surfaces
- Condensation creates sensor saturation and falsely high moisture readings
- Install sensors away from cold spots and direct steam jets
- Precise moisture control reduces product defects and energy costs
What You Need to Measure Moisture in Steam-Injection Ovens
Measuring moisture in steam ovens requires equipment designed for high-temperature, high-humidity environments where standard HVAC sensors fail within hours.
Tools and Sensors Required
Industrial-Grade Sensor Options:
- Heated capacitance sensors - Heating elements keep sensor above dew point to prevent condensation
- Chilled-mirror hygrometers - Optical dew point measurement with heated sampling lines
- Thermal conductivity sensors - Measure moisture based on thermal properties of humid air
- Solid-state moisture sensors - No wet bulbs, mirrors, or optical components that collect condensation
Selecting the right sensor depends on your oven's operating temperature range.
Temperature Requirements: Standard HVAC sensors rated for 140-180°F will fail in baking ovens operating at 350-450°F.
Industrial sensors must be rated for minimum 350°F (175°C), with 700°F (370°C) capability providing operational headroom.
Preconditions and Setup
Sensor Placement Strategy:
- Position away from direct steam injection zones where saturation occurs
- Maintain adequate distance from product to avoid interference
- Avoid cold spots near doors, walls, or uninsulated surfaces where temperature drops below dew point
- Use thermal imaging to identify condensation-prone areas before installation
Temperature Stabilization: Allow oven to reach steady-state temperature and wait 10-15 minutes after steam injection before recording measurements.
Transient conditions during startup create condensation that distorts readings.
Methods to Measure Moisture in Steam-Injection Ovens
Condensation creates false readings in traditional moisture sensors, but several proven measurement approaches overcome this challenge. The right method depends on your accuracy requirements, budget, and oven configuration.
Quick Method Comparison:
- Heated sensors: Prevent condensation through active heating (best for real-time control)
- Sample extraction: Remove moisture before measurement (highest accuracy)
- Proprietary non-contact: Purpose-built for steam environments (lowest maintenance)

Method 1: Heated Humidity Sensors with Active Condensation Prevention
Description: These sensors use integrated heating elements to maintain surface temperature 10-15°F above the dew point. This physically prevents condensation from forming on the sensing element, eliminating measurement errors at the source.
Tools/Sensors Needed:
- Electrically heated capacitance sensors rated for 350°F+ (700°F recommended for steam ovens)
- NIST-traceable calibration certification
- Power supply (typically 24V DC)
- Data acquisition system or process controller with 4-20mA input
Step-by-Step Implementation:
- Install sensor in oven chamber avoiding direct steam jets and cold walls
- Connect to power supply and verify heating element is active
- Set sensor heating to maintain 10-15°F above measured dew point
- Allow 5-10 minutes for thermal equilibrium before recording readings
- Monitor sensor temperature continuously to confirm heating remains active
Pros & Cons:
✅ Eliminates condensation errors completely ✅ Best for continuous inline measurement and real-time process control ✅ Provides instant readings during steam injection phase ❌ Requires electrical power at sensor location ❌ Higher initial cost than unheated sensors ($800-2,000+) ❌ Sensors drift over time and need recalibration (6-12 months)
Method 2: Sample Extraction with Conditioning System
Description: This approach extracts a gas sample from the oven, then cools and conditions it in a controlled manner to remove excess moisture. The conditioned sample is then measured with laboratory-grade instruments, allowing highly accurate readings without exposing sensors to harsh oven conditions.
Tools/Sensors Needed:
- Sample probe with heated line (maintained 10°C above sample dew point)
- Sample conditioning system (cooler/dryer)
- Laboratory-grade hygrometer or moisture analyzer
- Sample pump (0.1-2.0 L/min flow rate)
- Sintered filters to remove flour and particulates
Step-by-Step Implementation:
- Insert heated sample probe into oven chamber at representative location
- Draw sample through heated transfer line to prevent condensation in transit
- Pass sample through conditioning system to reduce moisture to measurable range
- Measure conditioned sample with calibrated hygrometer
- Calculate original moisture content using psychrometric equations accounting for temperature and pressure changes
Pros & Cons:
✅ Very accurate when properly executed (±0.15°C dew point) ✅ Allows use of high-precision laboratory instruments ✅ No sensor exposure to harsh oven environment ❌ Complex setup with multiple failure points ❌ Requires expertise in psychrometrics for correct back-calculation ❌ Slower response time (2-5 minutes) than inline sensors ❌ High maintenance (filter cleaning, pump service)
Method 3: Proprietary Non-Contact Sensors
Description: Specialized sensors use patented technologies that are inherently resistant to condensation interference. These systems measure moisture based on water vapor partial pressure rather than temperature differentials, eliminating wet bulbs, optics, and other condensation-prone surfaces.
MAC Instruments' solid-state sensors exemplify this approach, with proprietary designs proven across hundreds of food processing installations worldwide.
Tools/Sensors Needed:
- Industrial moisture analyzer rated for steam oven temperatures (up to 700°F for MAC116)
- NIST-traceable calibration
- Weatherproof construction (minimum IP65, IP66 preferred)
- Process control integration capability (4-20mA output)
Step-by-Step Implementation:
- Select mounting location providing representative measurement while avoiding temperature extremes
- Install sensor per manufacturer specifications ensuring proper sealing and thermal isolation
- Connect to control system or data logger
- Perform zero and span calibration per manufacturer protocol
- Establish baseline readings under known conditions to verify accuracy
Pros & Cons:
✅ Purpose-built for challenging steam environments ✅ Minimal maintenance (no consumables or chemicals required) ✅ Proven reliability in hundreds of food processing installations ✅ Built-in purge systems allow operation during clean-in-place procedures ✅ Lower total cost of ownership despite higher initial investment ❌ Limited number of specialized suppliers ❌ Higher upfront cost ($2,000-5,000+)

How to Interpret the Results
Raw moisture readings mean little without context. A dew point of 190°F might signal problems in a cracker oven but perfect conditions for artisan bread.
Understanding what your readings actually mean prevents costly adjustments based on false alarms or missing genuine quality issues.
Normal/Acceptable Range
Typical Ranges: Steam-injection baking ovens typically maintain 15-25% relative humidity equivalent during the steam phase (first 5-10 minutes), then reduce to 5-10% for crust development.
At oven temperatures above 212°F (100°C), track dew point (typically 180-200°F during steam injection) or absolute humidity rather than relative humidity, which becomes meaningless.
Product-Specific Targets:
- Bread/rolls: High initial humidity (dew point 190-200°F) for oven spring and glossy crust
- Pastries: Moderate humidity (dew point 170-180°F) to prevent surface cracking
- Crackers/cookies: Low humidity (dew point <160°F) to prevent checking and blistering
Actionable Step: If readings are within specification for your product type, maintain current steam injection rate and monitor for drift. Document baseline readings for comparison.
When readings drift outside your target range, systematic troubleshooting prevents wasted adjustments. Start with the most common culprits.
Elevated Moisture Readings
Readings consistently 5-10% above target, or dew point approaching oven temperature (within 10-20°F), require immediate attention.
Common causes include:
- Excessive steam injection rate
- Inadequate ventilation or exhaust damper settings
- Sensor condensation error (most common - false high reading)
Troubleshooting sequence:
- First, verify sensor is not experiencing condensation - check sensor temperature is above dew point
- Inspect sensor for visible water droplets
- If sensor is functioning correctly, reduce steam injection rate by 10-15%
- Increase exhaust damper opening incrementally
- Recheck after 10-15 minutes and monitor product quality (crust color, texture)
Low Moisture Readings
Readings 5-10% below target, or dew point significantly below expected range (>20°F lower than setpoint), indicate insufficient moisture.
Root causes typically involve:
- Insufficient steam injection
- Excessive exhaust/purge air
- Sensor drift or calibration error (false low reading)
Actionable Steps:
- Verify sensor calibration is current (within 6-12 months)
- If sensor is accurate, increase steam injection rate by 10-15%
- Reduce exhaust damper opening
- Monitor product quality indicators (crust development, volume, moisture content)
- If product quality is acceptable despite low readings, sensor may require recalibration
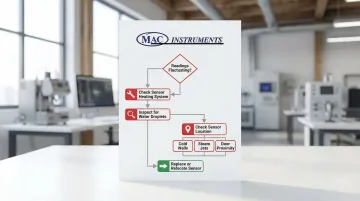
Erratic or Unstable Readings
Pattern: Readings fluctuating rapidly (±5-10% swings) without corresponding process changes, or sudden spikes to 100% followed by drops.
Primary Cause: Condensation forming and evaporating on sensor, indicating sensor temperature control failure or placement in condensation-prone zone.
Actionable Steps:
- Inspect sensor heating system - verify power supply and heating element function
- Check for water droplets on sensor housing or probe
- Relocate sensor if positioned near cold walls, doors, or in direct steam jet
- Replace sensor if heating element has failed
- Consider upgrading to condensation-resistant technology designed for high-temperature humidity measurement, such as heated probe systems that maintain sensor temperature above dew point
Common Errors in Measuring Moisture in Steam-Injection Ovens
Condensation-related errors represent the most frequent challenge in steam oven moisture measurement. These errors compromise data accuracy and lead to poor process control decisions.
Five critical errors account for the majority of measurement failures in steam-injection environments.
Sensor Placement in Condensation Zones
Positioning sensors near cold walls, doors, or uninsulated surfaces creates continuous condensation problems. When temperature drops below dew point at the sensor location, you'll see perpetually high false readings of 95-100%.
Prevent this error through careful site selection:
- Use thermal imaging to identify cold spots before installation
- Maintain minimum 12-18 inches distance from oven walls and doors
- Avoid areas with direct cold air infiltration
- Insulate sensor mounting hardware to prevent thermal bridging
Inadequate Sensor Heating or Temperature Control
Disabling sensor heating, underpowering it, or setting temperature too low allows intermittent condensation formation. Even brief condensation events cause measurement errors and accelerate sensor degradation.
The non-negotiable requirement: maintain sensor temperature 10-15°F above dew point at all times.
For ovens operating at 400°F with dew point of 190°F during steam injection, heat the sensor to 200-205°F minimum.
Ignoring Sensor Calibration Drift
Assuming sensors remain accurate indefinitely without recalibration leads to progressive measurement degradation. High-temperature, high-humidity environments accelerate drift from typical <1% RH/year to 2-5% RH/year.
Establish a proactive calibration schedule:
- Recalibrate every 6-12 months for standard industrial applications
- Check monthly in harsh environments with flour dust or heavy contamination
- Watch for drift indicators: gradual baseline shift, inability to achieve known reference points, inconsistency with product quality observations
Misinterpreting Transient Readings During Oven Startup or Loading
Taking measurements during non-steady-state conditions produces unreliable data. When the oven is heating up, product has just been loaded, or steam injection has just activated, moisture and temperature are changing too rapidly for accurate readings.
Follow this measurement protocol:
- Wait 10-15 minutes minimum after steam injection before recording data
- Allow oven to reach thermal equilibrium after loading
- Disregard readings during door opening/closing events
- Document standard operating procedures specifying measurement timing
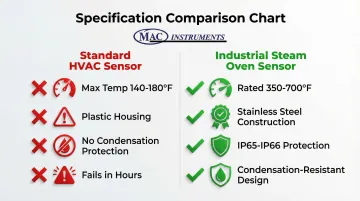
Using Sensors Not Rated for Steam Environment Temperatures
Deploying standard HVAC or laboratory humidity sensors rated for only 140-180°F in ovens operating at 350-450°F+ guarantees rapid failure. These sensors often fail within hours, provide wildly inaccurate readings before complete failure, or suffer permanent damage.
Your sensor must meet these minimum specifications:
- 350°F (175°C) continuous operation rating minimum
- 700°F (370°C) rating recommended for steam ovens
- Industrial construction with stainless steel (not plastic) housings
- IP65 minimum ingress protection, IP66 preferred for washdown environments
Safety and Best Practices
Steam-injection ovens operate at temperatures exceeding 350°F, where direct contact with surfaces or steam causes severe burns within seconds. The combination of high heat and moisture creates unique hazards that require specific safety measures.
Personal Protective Equipment and Thermal Hazards
Before working near steam-injection ovens, wear appropriate protective equipment:
- Heat-resistant gloves rated for minimum 400°F
- Safety glasses or face shield to protect from steam
- Long sleeves and closed-toe shoes
- Heat-resistant apron for extended work near oven openings
Sensor installation ports and measurement equipment can exceed 200°F during operation. Allow 30 minutes minimum cool-down time before handling sensors or accessing the oven interior.
Steam above 350°F causes instant severe burns on contact. Never bypass cool-down periods or approach active steam vents without full PPE.
Electrical Safety in High-Humidity Environments
High humidity increases electrical conductivity, creating shock hazards even with properly insulated equipment. Steam-injection environments demand stricter electrical safety standards than dry industrial settings.
Electrical equipment requirements:
- Sensors, wiring, and connections rated IP65 minimum (IP66 preferred) for wet environments
- Weatherproof electrical enclosures (NEMA 4X) for junction boxes and control equipment
- Verified grounding on all electrical components to prevent shock in conductive humid air
- Low-voltage systems (24V DC) where possible for wet location safety
MAC Instruments moisture analyzers feature weatherproof construction suitable for indoor or outdoor installation in high-humidity environments, with appropriate IP ratings for steam-injection applications.
Lockout/Tagout and Oven Access Procedures
Installing or servicing moisture measurement equipment often requires working near or inside energized ovens. Proper lockout/tagout procedures prevent accidental equipment activation during maintenance.
Mandatory safety procedures:
- Follow facility LOTO procedures when installing or servicing moisture measurement equipment
- Work with production teams to schedule oven access and minimize operational disruptions
- Obtain proper authorization before accessing hot oven chambers
- Never bypass safety interlocks or disable door switches
- Post warning signs during all maintenance activities
Some moisture analyzers can be installed without entering the oven chamber, reducing thermal exposure risks during setup and maintenance.
Conclusion
Accurate moisture measurement in steam-injection ovens requires sensors and methods specifically designed to prevent condensation errors. The solution combines three critical elements: proper sensor selection, strategic placement, and active temperature control.
Key technologies that deliver reliable results include:
- Heated probes that maintain surface temperature above dew point
- Condensation-resistant solid-state sensors designed for high-humidity environments
- Strategic sensor placement away from cold spots and direct steam injection points
- Active temperature control systems that prevent moisture accumulation
The business case is compelling. Condensation-resistant measurement technology prevents costly product defects and reduces energy waste by up to 18%. Process consistency improves, paying for itself through better yield and reduced steam consumption.
Frequently Asked Questions
Does steam add or remove moisture in an oven?
Steam adds moisture to the oven atmosphere, significantly increasing humidity levels. This moisture condenses on cooler surfaces including sensors and product, releasing latent heat that affects heat transfer and crust formation.
How do you inject steam into an oven?
Commercial ovens use dedicated steam generators that deliver pressurized steam through nozzles in the baking chamber. Steam is injected in short bursts (3-8 minutes) at the start of baking, with timing controlled automatically or manually based on product needs.
What causes condensation errors in moisture sensors in steam ovens?
When sensor surface temperature drops below the dew point, water vapor condenses into liquid droplets on the sensor. This interferes with measurement principles (especially capacitive and resistive types), causing falsely elevated readings that often saturate at 100%.
How often should moisture sensors in steam ovens be recalibrated?
Calibration every 6-12 months is recommended, or more frequently if measurements drift or conditions are harsh (flour dust, contamination). NIST-traceable calibration ensures accuracy and compliance. Advanced systems like MAC Instruments' MAC155 offer built-in daily verification.
Can standard humidity sensors be used in steam-injection ovens?
No. Standard HVAC or lab sensors have temperature limitations (typically max 140-180°F) and lack condensation protection, causing rapid failure. Industrial-grade sensors rated for high temperatures (350°F minimum, 700°F recommended) with condensation-resistant designs are required.
What is the ideal moisture level in a steam-injection oven for bread baking?
Optimal levels vary by bread type but typically range from 15-25% RH equivalent (dew point 190-200°F) during the steam phase (first 5-10 minutes), then 5-10% (dew point <170°F) for crust development. Proper initial humidity can increase bread volume by up to 20%.