Introduction
Measuring moisture in cement kiln exhaust presents one of industrial manufacturing's toughest measurement challenges. Plant engineers struggle with equipment failures, inconsistent readings, and sensor degradation caused by extreme process conditions.
Cement kilns create brutal operating environments. Temperatures reach 2,750°F in the burning zone, while exhaust gases exceed 840°F. These gas streams carry corrosive compounds (SOx, NOx, chlorides), abrasive particulate matter averaging 20.3 mg/Nm³, and moisture levels that fluctuate with fuel type and raw material composition.
Accurate moisture measurement in these conditions directly impacts fuel efficiency, clinker quality, and regulatory compliance. Reliable moisture data provides the foundation for process optimization, enabling adjustments that prevent quality issues while reducing energy consumption by 2-5% in many facilities.
TLDR: Key Takeaways for Cement Kiln Moisture Measurement
- Reduce fuel consumption 2-5% through accurate moisture measurement and optimized combustion control
- Sensors must withstand 1,200°F+ temperatures using solid-state technology that resists drift
- Strategic sensor placement at kiln inlet, preheater exit, or stack positions provides critical data for process control and emission compliance
- Built-in verification systems eliminate external calibration gases, cutting maintenance time and costs
- Real-time response (60-120 seconds) lets operators adjust quickly during fuel switching and material changes
Why Moisture Measurement Matters in Cement Kilns
Energy Efficiency and Fuel Cost Reduction
Moisture content directly affects the kiln's heat balance. Every kilogram of water evaporated from raw materials consumes approximately 74.2 kcal/kg of clinker energy, diverting thermal energy away from clinker formation and forcing operators to burn additional fuel to maintain target temperatures.
Combustion optimization systems that rely on accurate gas analysis including moisture can yield fuel savings between 2% and 10%, with typical results in the 2.5-5% range. For a mid-sized cement plant consuming 3.6 GJ per tonne of clinker, even a 3% fuel reduction translates to substantial annual cost savings.
Clinker Quality and Process Stability
Excess moisture in kiln exhaust indicates incomplete combustion or raw material quality issues. When moisture levels deviate from established baselines, they signal problems with:
- Thermal profile stability - Essential for consistent calcination and minimizing free lime formation
- Raw material preparation - Elevated moisture suggests inadequate drying in preheaters
- Fuel quality - High-moisture alternative fuels (biomass, sewage sludge) can destabilize flame characteristics
- False air infiltration - Unexpected moisture spikes may indicate seal failures allowing ambient air into the system
Regulatory Compliance and Emission Monitoring
Continuous moisture monitoring isn't universally mandated as a standalone parameter, but it's essential for accurate emission reporting.
40 CFR Part 63 Subpart LLL requires appropriate corrections for moisture when measuring flow rates to calculate mass emissions for pollutants like mercury and particulate matter. International guidelines recommend including moisture in Continuous Emission Monitoring Systems (CEMS) selection criteria to ensure reporting accuracy.
Real-Time Process Optimization
Modern moisture analyzers provide continuous data streams that enable operators to:
- Adjust fuel-to-air ratios before combustion inefficiencies develop
- Optimize alternative fuel blends based on real-time moisture content
- Predict and prevent ESP (electrostatic precipitator) explosions by monitoring preheater moisture levels
- Calculate available heat energy in exhaust streams for waste heat recovery systems
Understanding Kiln Exhaust Environment Challenges
Extreme Temperature Ranges and Thermal Stress
Cement kilns present distinct temperature zones that challenge sensor survival:
- Burning zone: Material temperatures reach approximately 1,510°C (2,750°F)
- Preheater/calciner: Gas temperatures range from 300°C to 1,200°C depending on stage
- Preheater exhaust: Common measurement point at 300-450°C (572-842°F)
- Upset conditions: Process disruptions cause rapid temperature spikes that can permanently damage sensors lacking thermal resilience
Temperature variations affect measurement accuracy in sensors not designed for high-heat environments.
Many conventional technologies experience calibration drift when exposed to sustained temperatures above 200°C. This makes temperature-compensated or high-temperature-rated sensors essential for reliable readings.
Particulate Matter and Dust Loading
The cement kiln exhaust environment carries extreme dust concentrations that cause probe plugging and abrasive wear. Average dust concentrations reach 20.3 mg/Nm³, but can spike to 227 mg/Nm³ during process upsets.
This particulate matter consists of abrasive clinker dust and raw meal particles that can:
- Coat sensor surfaces, blocking moisture from reaching sensing elements
- Abrade protective filters and probe materials over time
- Create hard encrustations that require mechanical removal
- Interfere with optical measurement technologies
Corrosive Gas Exposure
Kiln exhaust contains a corrosive mixture of acid gases formed during combustion and calcination:
| Gas Component | Average Concentration | Peak/Range |
|---|---|---|
| Sulfur dioxide (SO2) | 219 mg/Nm³ | Up to 4,837 mg/Nm³ |
| Nitrogen oxides (NOx) | 785 mg/Nm³ | 145 to 2,040 mg/Nm³ |
| Hydrogen chloride (HCl) | 4.3 mg/Nm³ | 0.02 to 20 mg/Nm³ |
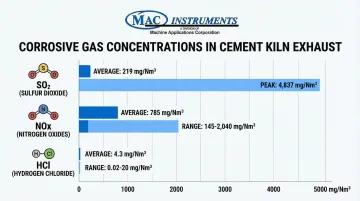
These gases attack standard probe materials, corroding sensor housings and degrading measurement accuracy. Sensors without corrosion-resistant construction experience shortened lifespans and require frequent replacement.
Rapid Process Fluctuations
Dynamic cement kiln operations demand sensors with fast response times:
- Fuel switching: Transitioning between coal, natural gas, and alternative fuels changes moisture content rapidly
- Raw material variations: Different limestone sources introduce varying moisture levels
- Alternative fuel integration: Biomass and waste-derived fuels with moisture content above 20% significantly impact exhaust moisture
- Operational adjustments: Changes in feed rates or kiln rotation speed alter thermal profiles
Sensors with response times exceeding 2-3 minutes cannot provide timely data for effective process control.
Selecting the Right Moisture Measurement Technology
Technology Comparison for High-Temperature Applications
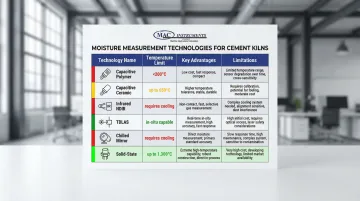
Different moisture measurement principles offer varying suitability for cement kiln exhaust:
| Technology | Temperature Limit | Advantages | Limitations |
|---|---|---|---|
| Capacitive (Polymer) | <200°C | Fast response, low cost | Degrades in high heat, prone to drift |
| Capacitive (Ceramic) | Up to 650°C | Higher temperature tolerance | Susceptible to drift, requires frequent calibration |
| Infrared (NDIR) | Requires cooled sample | High specificity | Requires sample conditioning, water removal |
| Tunable Diode Laser (TDLAS) | Can be in-situ | High precision, minimal fouling | Complex, higher cost |
| Chilled Mirror | Requires cooled sample | Primary reference method (±0.15°C accuracy) | Extractive only, mirror cleaning required |
| Patented Solid-State | Up to 1,300°C | No consumables, drift-resistant, direct measurement | Specialized technology |
Direct Measurement vs. Calculated Values
Understanding the difference between measurement approaches helps you choose the right technology for your application.
Direct moisture measurement technologies provide superior accuracy compared to inferred or calculated moisture values. Calculated approaches rely on combustion equations and assumptions about fuel composition.
These assumptions introduce errors when:
- Alternative fuels with variable moisture content are used
- Raw material moisture varies from batch to batch
- False air infiltration occurs
- Process conditions deviate from steady-state assumptions
Direct measurement eliminates these uncertainties by sensing actual water vapor content in real-time.
Advanced High-Temperature Sensor Technology
For cement kiln applications, specialized sensors designed for extreme temperatures offer significant advantages. Technologies capable of measuring moisture at temperatures up to 2,400°F (1,300°C) without requiring cooling systems or sample conditioning eliminate the complexity and maintenance burden of extractive systems.
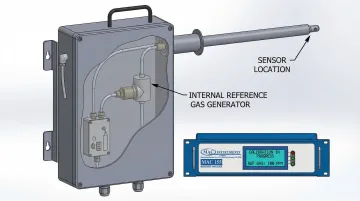
Solid-state sensor technology addresses common maintenance challenges in kiln environments. These systems operate without chemicals, wet bulb techniques, optics, mirrors, or compressed air. This design eliminates components vulnerable to contamination and corrosion while providing consistent performance in highly variable humidity conditions.
Advanced models like the MAC155 moisture analyzer feature built-in calibration that floods the sensor with internally generated reference gas at specific humidity levels. This enables daily two-point calibration checks without external calibration gases.
NIST-Traceable Calibration and Verification
Maintaining measurement integrity over time requires robust calibration systems. Look for analyzers offering:
- NIST-traceable calibration for regulatory compliance and accuracy assurance
- Built-in calibration verification that eliminates external calibration gas cylinders
- Automatic calibration checks that can be performed daily without removing the sensor
- Calibration point accuracy of ±1% of full scale or better
Systems with internal calibration capability significantly reduce operational complexity and costs associated with purchasing, storing, and handling calibration gases.
Key Specifications to Evaluate
When selecting a moisture analyzer for cement kiln applications, compare:
Performance Specifications:
- Temperature range: Minimum 1,200°F (650°C), ideally extendable to 2,400°F (1,300°C)
- Accuracy: ±1% of full scale or better
- Response time: 60-120 seconds to 90% of final value
- Measurement range: 0-100% moisture by volume
Environmental Durability:
- NEMA 4X or IP53 waterproof rating for outdoor installation
- Corrosion-resistant materials (stainless steel, cast aluminum)
- Particulate protection (10-micron or finer filtration)
- Optional filter blow-back systems for automatic cleaning
Maintenance Requirements:
- Calibration frequency and complexity
- Filter cleaning/replacement intervals
- Sensor lifespan in harsh environments
- Availability of replacement parts and technical support
Installation Best Practices
Strategic Sensor Placement
Optimal sensor location depends on measurement objectives:
Kiln Gas Outlet (Kiln Hood):
- Enables optimization of primary firing
- Provides data for clinker quality control
- Requires sensors rated for highest temperatures (up to 2,400°F)
Preheater Duct:
- Critical for safety monitoring (ESP explosion prevention)
- Detects false air infiltration
- Typical temperatures: 572-842°F (300-450°C)
Stack:
- Required for emission compliance reporting
- Required for correcting other emission measurements to dry basis
- More moderate temperatures but exposed to weather
Bypass/Sample Box (Extractive Systems):
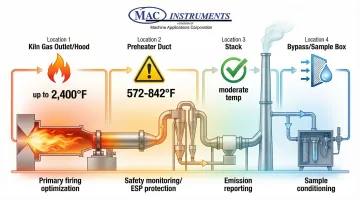
- Allows sample conditioning (cooling, filtering)
- Protects sensitive analyzer components
- Requires heated sample lines to prevent condensation
Mounting Considerations
Weatherproof Protection:
- NEMA 4X-rated enclosures for outdoor installations
- Proper sealing prevents ambient air infiltration and false readings
- Optional case heaters extend operation to -40°F in extreme climates
- Protection from moisture and corrosive atmospheres
Accessibility for Maintenance:
- Position sensors where technicians can safely access them for filter cleaning
- Ensure adequate clearance for probe removal and replacement
- Provide platforms or ladders where necessary
- Balance accessibility with the need for representative sampling locations
Representative Sampling:
- Avoid areas immediately downstream of bends or obstructions where flow is turbulent
- Position probes in zones with uniform gas mixing
- Follow EPA Method 1 guidance for traverse point selection when compliance monitoring
- Consider multiple measurement points in large ducts to capture spatial variations
Electrical and Communication Integration
Once physical mounting is complete, proper electrical integration ensures reliable data transmission and process control.
Power Requirements:
Verify available voltage matches analyzer specifications (typically 120V or 230V, 50/60 Hz). Dedicated circuits with appropriate overcurrent protection are required. For critical monitoring applications, consider uninterruptible power supplies (UPS).
Analog Output Integration:
- 4-20mA outputs connect to DCS or PLC systems
- Live zero capability (4-20mA vs. 0-20mA) distinguishes true zero from broken wire
- Proper grounding prevents ground loops and electrical noise
- Load resistance compatibility: typically 250 ohms maximum
Data Logging and Trending:
- Configure SCADA systems to log moisture data with time stamps
- Set alarm thresholds for high/low moisture conditions
- Integrate moisture data with other process parameters for comprehensive analysis
Calibration and Maintenance Procedures
Calibration Frequency and Methods
Recommended Calibration Schedule:
- Daily: Automated calibration verification checks (for systems with built-in calibration)
- Monthly: Manual inspection and verification against process baselines
- Quarterly: Accuracy determination against reference standards
- Annually: Comprehensive calibration using primary reference methods
For CEMS compliance applications, EPA regulations require daily calibration drift tests and quarterly accuracy determinations.
Systems with automatic calibration verification dramatically reduce the labor burden of meeting these requirements.
Calibration Procedures:
- Systems with built-in calibration can perform two-point checks using internally generated reference gas
- External calibration requires certified reference gas cylinders at known humidity levels
- Primary reference methods involve comparison against chilled mirror hygrometers in controlled environments
Beyond calibration, regular maintenance ensures measurement accuracy and extends sensor life.
Maintenance Checklist
Monthly Inspections:
- Visually inspect sensor probe for dust accumulation or physical damage
- Check filter condition and clean or replace if pressure drop increases
- Verify analog output signals match expected values
- Review data trends for signs of drift or erratic behavior
Quarterly Maintenance:
- Clean fine sintered filter elements (or replace if damaged)
- Inspect electrical connections for corrosion or looseness
- Verify calibration accuracy against known standards
- Check sample line heating systems (for extractive analyzers)
Annual Maintenance:
- Comprehensive sensor inspection and cleaning
- Replacement of consumable components (filters, seals)
- Verification of temperature compensation accuracy
- Documentation review and calibration record updates
Optional Automated Maintenance:
- Install filter blow-back systems with 10 PSI clean, dry air
- Configure automatic daily filter cleaning using timer-based or contact-triggered controls
- Significantly extends filter life and reduces manual maintenance

Troubleshooting Common Issues
When measurement issues arise, systematic troubleshooting identifies root causes quickly.
Drift or Gradual Accuracy Loss:
- Perform calibration verification to measure drift magnitude
- Check for filter coating or plugging that restricts gas flow to sensor
- Inspect for corrosion on sensor elements or electrical connections
- Verify temperature compensation is functioning correctly
Erratic or Noisy Readings:
- Check for loose electrical connections or ground loops
- Verify adequate sample flow in extractive systems
- Look for condensation in sample lines (maintain temperature above dew point)
- Inspect for air leaks in extractive sample systems
Sensor Degradation:
Several conditions lead to permanent sensor damage requiring replacement:
- High-temperature exposure beyond rated limits
- Corrosive gas attack on sensor materials
- Particulate coating that cannot be removed through cleaning
Data Interpretation and Process Optimization
Establishing Baseline Moisture Levels
Typical moisture ranges vary by measurement location and process conditions:
Raw Meal Drying (Dry Process):
- Inlet moisture: ~8%
- Outlet moisture (before preheaters): ~0.25%
- Energy required: ~74.2 kcal/kg clinker for this moisture reduction
Pyro-Processing Exhaust:
- Typical range: 3.5-8% by volume
- Varies with fuel type (natural gas produces more moisture than coal)
Drying Operations:
- Can reach 15-20% moisture by volume
- Wet process kilns (slurry feed) at higher end of range
Fuel-Specific Variations:
- Natural gas combustion: Higher H2O production due to hydrogen content
- Coal combustion: Lower moisture generation
- Alternative fuels (biomass, waste): Highly variable, often 10-20% inherent moisture
Correlating Moisture with Other Process Parameters
Once you've established baseline moisture levels, comprehensive kiln optimization means analyzing moisture data alongside other key parameters:
Oxygen Levels:
- High O2 with high moisture suggests excess air or air infiltration
- Low O2 with high moisture indicates incomplete combustion or wet fuel
Temperature Profiles:
- Improved thermal efficiency shows as rising exhaust temperature while moisture stays stable
- Heat loss to evaporation appears when temperature falls as moisture rises
Fuel Flow Rates:
- Wet fuel or raw materials cause fuel consumption to increase along with moisture levels
- Improved drying efficiency shows when moisture drops while fuel consumption holds steady
Carbon Monoxide (CO) Levels:
- Rising CO with high moisture suggests combustion instability from wet fuel
Trending for Predictive Maintenance and Efficiency
Pattern Recognition:
Moisture trends reveal different operational issues:
- Gradual increases over weeks point to deteriorating raw material drying
- Sudden spikes indicate process upsets like fuel quality issues or equipment failure
- Cyclical patterns often correlate with raw material batch variations
Efficiency Opportunities:
- Reducing raw material moisture by 15% via improved drying can increase production capacity by 20%
- Optimizing combustion air based on moisture data reduces fuel consumption by 2-5%
- Waste heat recovery calculations require accurate moisture data to determine available enthalpy
Documented Improvements:
Automated process control systems using accurate gas analysis have delivered energy savings of 2.5% to 10%, with typical results in the 2.5-5% range.
These savings translate directly to reduced fuel costs and lower carbon emissions.
Frequently Asked Questions
What moisture range is typical for cement kiln exhaust gas?
Pyro-processing exhaust typically contains 3.5-8% moisture by volume, while drying operations reach 15-20%. Natural gas fuel produces higher moisture than coal due to greater hydrogen content.
How does temperature affect moisture measurement accuracy in kiln exhaust?
High temperatures cause sensor drift in technologies not designed for extreme heat. Polymer-based sensors degrade above 200°C, while ceramic sensors drift at sustained high temperatures. Temperature-compensated sensors rated to 1,200°F (650°C) or higher are essential for reliable measurements.
What maintenance is required for moisture sensors in cement kiln applications?
Robust sensors require monthly filter inspections and quarterly calibration checks. Systems with built-in calibration and automatic filter blow-back minimize maintenance, with periodic 10-micron filter cleaning and annual comprehensive inspections.
Can moisture measurement help reduce fuel costs in cement production?
Yes. Accurate moisture data enables combustion optimization that reduces fuel consumption by 2-5% in typical installations. For a plant consuming 3.6 GJ per tonne of clinker, a 3% reduction delivers substantial annual savings.
What is the difference between wet-bulb and direct moisture measurement methods?
Wet-bulb psychrometry uses temperature differentials and requires water reservoirs, wicking materials, and frequent maintenance. Direct measurement technologies like advanced solid-state sensors provide continuous, maintenance-free operation with higher accuracy by sensing actual water vapor partial pressure without consumables.
How quickly can modern moisture analyzers respond to process changes?
Advanced analyzers achieve response times of 60-120 seconds to reach 90% of final value. This rapid response is critical for cement kilns where fuel switching, raw material changes, or operational adjustments require immediate process control actions to maintain quality and efficiency.
About MAC Instruments
Since 1990, MAC Instruments has manufactured high-temperature moisture analyzers specifically designed for harsh industrial environments like cement kilns. Their patented solid-state sensor technology operates at temperatures up to 2,400°F (1,300°C) without requiring chemicals, optics, or compressed air. The MAC155 moisture analyzer features NIST-traceable calibration with a built-in verification system that eliminates external calibration gases, making it ideal for cement manufacturers requiring accurate, low-maintenance moisture monitoring for process optimization and regulatory compliance.
For more information about moisture measurement solutions for cement production, contact MAC Instruments at 419-621-2322 or info@macinstruments.com.