
Introduction
Glass manufacturers face a costly problem: shipping breakage alone costs the industry $4.7 billion annually, with reject rates in container glass production reaching 12%. Tighter quality standards and rising reject costs make moisture control in annealing lehrs a critical operational priority.
Most manufacturers monitor lehr temperature carefully, yet moisture's role in atmosphere management often goes overlooked. This oversight directly impacts glass surface quality, structural integrity, and production efficiency—despite moisture being just as critical as temperature control.
TLDR
- Proper moisture control during the 800-900°C cooling window prevents devitrification and corrosion defects
- Proper moisture control reduces reject rates by 30-50% and prevents stress-related breakage during handling and transportation
- Precise monitoring enables 5-15% energy savings by optimizing cooling profiles without sacrificing quality
- Atmospheric instability from poor moisture control compounds over time, causing quality drift and rising costs
What Is Annealing Lehr Moisture (Brief Context)
Annealing lehr moisture refers to the water vapor content present in the controlled atmosphere during the gradual cooling process. Glass typically cools from approximately 600°C (1,112°F) to room temperature over several hours.
This cooling phase is critical because glass must pass through two key temperature thresholds. The annealing point (around 515-545°C for soda-lime glass) is where internal stresses relieve in about 15 minutes. Below this is the strain point, below which stress relief becomes practically impossible.
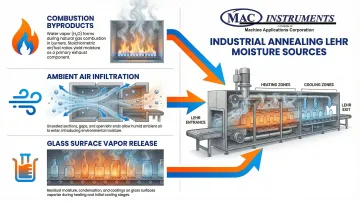
Moisture enters the lehr system through three primary sources:
- Combustion byproducts from natural gas heating systems (used in over 90% of lehrs) that release significant water vapor
- Ambient air infiltration through unsealed sections or open lehr ends carrying environmental humidity
- Glass surface vapor release as volatile components evaporate during the cooling process
Moisture control maintains atmospheric consistency to prevent unwanted chemical reactions at the glass surface. This protection is most critical during the temperature window between the annealing and strain points, where glass is most vulnerable to surface defects and structural compromise.
Key Advantages of Controlling Lehr Moisture
The advantages of moisture control focus on measurable outcomes that directly impact production metrics: reject rates, energy consumption, throughput consistency, and product durability. Each advantage translates to specific KPIs that production managers track daily, making moisture management a strategic operational priority rather than a theoretical concern.
Advantage 1: Prevention of Surface Defects and Devitrification
Excess moisture in the lehr atmosphere at specific temperature ranges—particularly between 800-900°C (1,472-1,652°F)—causes chemical reactions at the glass surface leading to devitrification (crystallization) and surface corrosion.
Water vapor acts as a catalyst through hydrolysis, breaking Si-O-Si bonds in the glass network and forming silanol groups that promote crystalline phase nucleation.
Controlled moisture levels prevent these surface reactions by maintaining optimal atmospheric conditions during the critical cooling phase when glass is most vulnerable. Research demonstrates that heating glass in unsaturated water vapor at temperatures as low as 300°C causes crystalline transformation that does not occur in dry air at similar temperatures.
Why this is an advantage:
- Reduces reject rates significantly: Moisture control cuts surface defect-related rejects by 30-50% in facilities operating at typical 88% pack-to-melt ratios
- Prevents costly rework and material waste: Rejected glass requires energy-intensive remelting as cullet
- Eliminates common surface defects including "crizzled finish" (fine surface fractures) and "dirty/rough finish" that downgrade product quality
- Directly impacts bottom-line costs by preventing the energy-intensive burden of remelting rejected glass
KPIs impacted:
- Product reject rate percentage
- First-pass yield
- Material waste ratio
- Quality grade distribution
- Customer complaint frequency
When this advantage matters most:
Critical for thin-walled containers, pharmaceutical glass, and specialty applications where surface quality standards are strictest. Highest impact occurs in high-volume production where even a 1% reject rate reduction translates to significant savings. For facilities producing pharmaceutical packaging, surface defects can lead to product recalls with severe financial and reputational consequences.

Advantage 2: Improved Stress Relief and Structural Integrity
Moisture affects heat transfer rates and temperature uniformity within the lehr, directly influencing how effectively internal stresses are relieved during annealing.
Consistent moisture levels enable more predictable and uniform cooling profiles, allowing glass to pass through the critical temperature range (annealing point to strain point) with optimal stress relaxation.
Internal temperature gradients during cooling are the primary cause of permanent residual stresses. If the cooling rate through the critical annealing range is too fast or uneven, permanent stresses lock into the glass structure.
Cold air leakage—often carrying moisture-laden ambient air—disturbs the balance of radiative and convective cooling, causing uneven cooling and temperature gradients that compromise structural integrity.
Benefits to structural quality:
- Produces glass with lower residual stress: Reduces breakage during handling, transportation, and end-use applications
- Prevents costly shipping damage: Industry faces $4.7 billion in annual glass shipment damage, affecting 1 in 51 LTL shipments
- Reduces "delayed breakage": Improper annealing causes components to fail weeks after installation due to residual tension
- Enables tighter control of annealing cycles: Potentially reduces cycle time while maintaining quality standards when moisture conditions are stable and predictable
KPIs impacted:
- Breakage rate during production and handling
- Stress measurement readings via polariscope inspection (ASTM C148 standard)
- Thermal shock resistance test results
- Warranty claim rates
- Customer return frequency
When this advantage matters most:
Essential for tempered glass production, automotive glass, and applications requiring high mechanical strength. Most impactful when production volumes are high and downstream handling is extensive. For pharmaceutical glass manufacturers, structural integrity is paramount to prevent contamination risks and ensure product safety.
Advantage 3: Energy Efficiency and Process Optimization
Uncontrolled moisture creates unpredictable heat transfer conditions, forcing operators to use conservative (longer, hotter) annealing cycles to ensure quality. Precise moisture monitoring and control enables optimization of heating zones and cooling rates, reducing unnecessary energy consumption while maintaining product quality standards.
Energy accounts for approximately 14% of direct production costs in U.S. glass manufacturing, with European float glass plants reporting energy costs between 35-39% of total production costs. While melting dominates energy consumption, annealing lehrs typically consume 2-5% of a plant's total final energy—a significant expense in continuous 24/7 operations.
Operational efficiency gains:
- Reduces fuel consumption per unit produced: Optimizing lehr burners and annealing curves can cut gas consumption by 30-50% with payback under 6 months
- Improves throughput by reducing cycle times: When moisture conditions are stable and predictable, operators can safely shorten annealing cycles without compromising quality
- Enables data-driven process optimization: Continuous moisture data combined with temperature and pressure monitoring creates complete atmospheric profiles for early detection of process drift
- Supports sustainability goals: Reduces carbon emissions per ton of glass produced, helping manufacturers meet environmental targets
KPIs impacted:
- Energy consumption per unit produced (BTU/ton or kWh/ton)
- Lehr cycle time
- Throughput rate
- Production cost per unit
- Carbon emissions per ton
When this advantage matters most:
Highest impact in continuous production facilities running 24/7 where energy costs represent a major operational expense. Particularly valuable during periods of high energy prices or when targeting sustainability goals. Facilities with multiple lehr lines can realize compounding savings by implementing moisture control across all production lines.
What Happens When Lehr Moisture Is Ignored or Uncontrolled
Ignoring moisture control creates a cascade of operational problems that compound over time:
- Unpredictable surface defects appear randomly across batches, making root causes impossible to identify
- Elevated reject rates force reactive troubleshooting without understanding the underlying atmospheric conditions
- Operators use conservative annealing cycles to compensate for variability, wasting energy and reducing throughput
- Higher stress levels in finished glass lead to increased breakage during handling and customer complaints
- Seasonal humidity variations make quality consistency impossible when scaling production across multiple lines
- Uncontrolled moisture affects the accuracy of stack gas measurements in facilities with emission monitoring requirements
How to Get the Most Value from Lehr Moisture Control
Moisture control delivers maximum value when implemented as part of a comprehensive atmospheric monitoring strategy rather than as an isolated measurement.
Invest in continuous, accurate measurement systems designed specifically for high-temperature industrial environments. Look for NIST-traceable sensors capable of withstanding lehr conditions up to 1,200°F (650°C) or higher.
Technologies like MAC Instruments' moisture analyzers use patented solid-state sensors that require no chemicals, wet bulb techniques, optics, or compressed air. This eliminates maintenance requirements and ensures consistent performance even during highly variable humidity conditions.
Integrate moisture data with temperature and pressure monitoring to create complete atmospheric profiles. This integration enables:
- Data-driven optimization of annealing cycles based on actual atmospheric conditions
- Early detection of process drift before quality issues emerge downstream
- Correlation studies between moisture levels and specific defect types
- Real-time process adjustments that prevent defects rather than detecting them after production
**Implement continuous real-time monitoring** rather than periodic spot checks.
With continuous monitoring, moisture deviations can be detected within minutes, allowing immediate process adjustments. This beats the hours or days required when relying only on downstream quality inspection to identify problems.
Conclusion
Moisture control in annealing lehrs is fundamentally about maintaining atmospheric consistency to protect product quality and process efficiency. The advantages compound over time when monitoring is continuous and data refines processes:
- Defect prevention through controlled moisture levels
- Structural integrity improvement in finished glass
- Energy optimization by eliminating waste from rework
Moisture management requires ongoing operational practice with proper instrumentation and regular review, not a one-time adjustment. For glass manufacturers facing increasing quality demands and cost pressures, precise moisture monitoring represents a strategic investment.
High-temperature moisture analyzers—such as those providing NIST-traceable measurements up to 1200°F—deliver measurable returns through reduced reject rates, lower energy consumption, and improved product consistency across production runs.
Frequently Asked Questions
Why is moisture measurement important in annealing lehrs when temperature is already monitored?
Moisture affects heat transfer rates, surface chemistry, and atmosphere consistency in ways temperature alone cannot reveal. While temperature controls stress relief, moisture determines glass surface stability and cooling uniformity—making both measurements essential for complete process control.
What moisture levels are optimal for different types of glass during annealing?
Optimal levels vary by glass composition, typically ranging from very low for optical glass to moderate for container glass. Specific targets should be determined through process trials that correlate moisture levels with defect rates for your particular formulation.
How does uncontrolled moisture lead to devitrification in glass?
Excess water vapor at critical temperatures (800-900°C) reacts with glass surfaces through hydrolysis, breaking Si-O-Si bonds. This enables crystalline phase formation that appears as haze or cloudiness, compromising optical clarity and surface durability.
Can moisture control reduce energy costs in glass annealing operations?
Yes, precise moisture monitoring enables optimization of heating zones and cooling rates, allowing shorter cycles without sacrificing quality. Well-managed facilities typically achieve 5-15% energy reductions, with some case studies showing 30-50% savings through combined lehr optimization.
What type of moisture measurement technology works best in high-temperature lehr environments?
NIST-traceable direct moisture sensors designed for extreme temperatures (up to 1,200°F or higher) that don't rely on wet bulb techniques, optics, or compressed air provide the most reliable performance. Solid-state capacitive technology with built-in calibration delivers accurate readings while minimizing maintenance in harsh conditions.
How quickly can moisture-related quality issues be detected and corrected?
With continuous real-time monitoring, moisture deviations can be detected within minutes, allowing immediate adjustments to prevent defects. This dramatically improves on traditional downstream inspection, which can take hours or days—by which time significant defective product has been produced.


