Introduction
Food manufacturers lose an average of 3-5% of production to moisture-related defects—from soggy baked goods to unevenly dried snacks. Inconsistent moisture levels create quality problems that drive up rework costs, trigger customer complaints, and complicate regulatory compliance.
Conveyor oven moisture control addresses these challenges by maintaining precise humidity levels throughout the cooking process. When properly implemented, it delivers measurable outcomes: reduced waste, consistent product texture, and lower operational costs.
This article examines how moisture control improves food product consistency in practice, covering the specific mechanisms that prevent common defects and the operational benefits manufacturers achieve.
TL;DR
- Moisture control regulates oven humidity to ensure uniform heat transfer and consistent product quality
- Delivers consistent texture, color, and taste while reducing waste and extending shelf life
- Poor moisture control causes inconsistent batches, higher defect rates, increased energy costs, and potential food safety issues
- Continuous monitoring and calibration maximize consistency and reduce production losses
What Is Conveyor Oven Moisture Control
Conveyor oven moisture control is the process of managing humidity levels inside industrial ovens during baking, drying, curing, or cooking operations. It's typically applied in food processing facilities where products like baked goods, snacks, coatings, or dried ingredients move through ovens on conveyor belts.
This process directly impacts product outcomes by regulating how moisture interacts with heat during production. When humidity levels are precisely controlled, products achieve consistent texture, color, weight, and shelf life—critical factors that determine quality and customer acceptance.
Why moisture control matters:
- Prevents surface cracking or uneven browning in baked goods
- Controls weight loss during drying processes
- Ensures uniform coating adhesion on snack products
- Reduces energy waste from over-drying or extended processing times
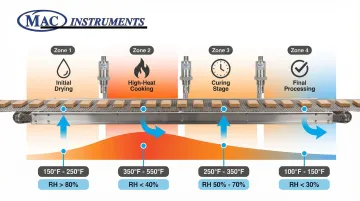
The system works by monitoring humidity in real-time as products pass through different temperature zones. Operators adjust moisture injection or exhaust rates to maintain optimal conditions for each processing stage, whether that's an initial drying phase, a high-heat cooking zone, or a final curing stage.
Key Advantages of Conveyor Oven Moisture Control
The advantages below focus on measurable, operational impacts that food manufacturers track daily: quality metrics, cost reduction, efficiency gains, and risk mitigation. Each advantage connects directly to outcomes businesses care about—product consistency, waste reduction, throughput, shelf life, and regulatory compliance.
Advantage 1: Consistent Product Quality Across Batches
Moisture control ensures uniform humidity during thermal processing, which directly affects heat transfer rates and how evenly products cook, dry, or cure.
Controlled moisture levels prevent hot spots, under-processed areas, and surface defects that cause batch-to-batch variation in texture, color, browning, and taste.
Consistent moisture control eliminates guesswork in processing times and temperatures, leading to predictable outcomes that meet specifications every time. A baked goods manufacturer reduced process variation by 50% and saved $50,000-$80,000 per month by monitoring oven temperatures and adjusting conveyor belt speed based on real-time data.
Specific moisture-related defects include:
- Low humidity: Cracked crusts, crumbly texture, shorter shelf lives
- High humidity: Soggy bottoms, underdeveloped crusts, excessive surface moisture
- Uneven humidity: Case hardening (rapid surface drying that traps moisture inside)
Research shows that baking with adequate humidity increased bread roll volume by 20% compared to trials without steam, demonstrating the direct impact of moisture control on product consistency.

KPIs impacted:
- First-pass yield percentage
- Defect rate per batch
- Customer complaint rate
- Rework costs
- Quality audit scores
This advantage matters most for:
- High-volume production where small variations add up to significant waste
- Facilities producing premium products with tight specifications
- Operations serving customers with strict quality requirements (retail chains, foodservice distributors)
Advantage 2: Reduced Waste and Lower Operating Costs
Precise moisture control minimizes product loss from over-drying, under-drying, or uneven processing that makes products unsaleable.
Proper moisture management also optimizes energy efficiency by preventing excessive exhaust of conditioned air and reducing the need for extended processing times.
Every pound of product saved from the reject pile contributes directly to margin improvement. The typical waste rate in the food and beverage sector is 8-10%, with moisture-related defects contributing significantly to this figure.
For a mid-sized facility processing 10,000 kg of raw materials monthly at $5/kg, an 8% scrap rate equals $4,000/month in direct material waste. For each 1% reduction in feed moisture, dryer energy consumption can be reduced by up to 4%, translating to substantial energy cost savings.
One bakery reduced natural gas consumption by 20% (saving €50,000 annually) by using accurate humidity measurements to optimize baking times and reduce excessive ventilation.
Facilities using NIST-traceable moisture measurement systems like those from MAC Instruments can achieve precise moisture control that directly translates to measurable waste reduction and energy savings.

KPIs impacted:
- Waste percentage per production run
- Energy cost per unit produced
- Overall equipment effectiveness (OEE)
- Cost of goods sold (COGS)
- Margin per product line
This advantage matters most for:
- High-volume operations where small waste percentages translate to significant dollar amounts
- Facilities with thin profit margins in competitive markets
- Operations processing expensive ingredients where waste is particularly costly
Advantage 3: Extended Shelf Life and Food Safety Compliance
Controlling moisture during processing affects final product moisture content, which is critical for shelf stability, preventing microbial growth, and meeting food safety standards.
Proper moisture control creates products with consistent water activity (aw) levels that inhibit pathogen growth and extend shelf life without relying solely on preservatives.
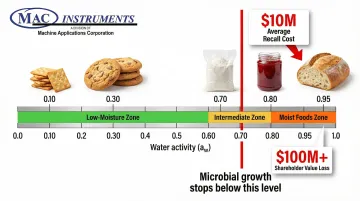
Extended shelf life reduces product returns, allows for broader distribution, and decreases the pressure of tight production-to-delivery windows. Microorganisms generally stop growing at water activities below 0.70, making moisture control essential for food safety.
Product categories and their water activity requirements:
- Moist foods (aw > 0.85): Bread (aw 0.95) requires additional barriers like pH or preservatives
- Intermediate moisture foods (aw 0.60-0.85): Flour (aw 0.70), jams (aw 0.80) susceptible to yeast and mold
- Low-moisture foods (aw < 0.60): Cookies (aw 0.30), crackers (aw 0.10) with extended shelf life
The estimated average direct cost for a food recall is $10 million, with severe recalls erasing over $100 million in shareholder value within days. Moisture-related safety issues contribute significantly to recall risk.
FDA FSMA and USDA regulations require monitoring critical factors like water activity and temperature, with documented procedures for monitoring, verification, and record-keeping including calibration logs.
KPIs impacted:
- Product shelf life (days/weeks)
- Return rate due to quality degradation
- Food safety audit scores
- Recall incidents
- Water activity consistency
This advantage matters most for:
- Facilities with extended distribution chains (regional or national)
- Operations subject to strict regulatory oversight
- Manufacturers of products susceptible to moisture-related spoilage (baked goods, snacks, dried ingredients)
What Happens When Moisture Control Is Missing or Ignored
When moisture control is inadequate or inconsistent, food manufacturers face serious operational and financial consequences:
Inconsistent product quality creates immediate problems. Higher rejection rates, customer complaints, and potential loss of contracts with major buyers follow quickly.
One baked goods manufacturer traced significant scrap to water activity variability in a prior processing step, demonstrating how moisture issues spread through production lines.
These quality problems drive up operational costs through:
- Excessive rework and product waste
- Higher energy usage compensating for poor moisture management
- More frequent equipment maintenance from condensation damage
- Rapid pipe corrosion requiring annual repairs, sanding, and repainting
Beyond costs, food safety risks escalate with inconsistent moisture levels. Products become vulnerable to microbial growth, failed audits, and costly recalls.
The stakes are particularly high during thermal processing. If a product is too dry when kill temperature is reached, the lethality step may be ineffective since moisture is required for thermal pathogen destruction.
Difficulty scaling production becomes a critical limitation because moisture-related quality issues become exponentially worse at higher volumes. Maintaining uniform humidity distribution is particularly challenging in large industrial ovens due to factors like oven load and external weather conditions.
How to Get the Most Value from Moisture Control
Understanding moisture control benefits is one thing. Maximizing those benefits requires integrating moisture control into your broader quality management approach, not treating it as a set-it-and-forget-it feature.
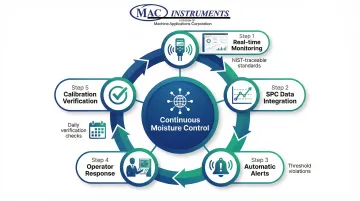
Implement continuous monitoring systems that track moisture levels in real-time and alert operators to deviations before they affect product quality.
Choose sensors designed for high-heat, high-moisture environments that measure:
- Dew point
- Absolute humidity
- Relative humidity
In tunnel ovens, control humidity across different zones to match varying processing stages.
Establish regular calibration schedules for moisture measurement equipment to ensure accuracy and maintain NIST-traceable standards. ISO 18787:2017 establishes principles for determining water activity in foods, while USP <922> provides guidance for measurement and calibration.
Water activity meters should be calibrated yearly or more frequently if a check fails. Daily verification checks using a minimum of two standards are recommended.
Integrate moisture data into quality control documentation and statistical process control (SPC) systems to identify trends and prevent issues before they occur. SPC systems capture data automatically from gauges and sensors, providing real-time feedback to operators.
Monitor these parameters within SPC frameworks:
- Oven temperatures across zones
- Processing time
- Relative humidity levels
This approach reduces variation and enables immediate responses to threshold violations.
Conclusion
Effective moisture control in conveyor ovens directly impacts your bottom line through consistent product quality, reduced waste, and reliable food safety compliance. These outcomes protect both profitability and brand reputation in an increasingly competitive market.
The advantages of precision moisture measurement increase over time when facilities commit to:
- Regular monitoring and calibration schedules
- Data-driven process adjustments based on real-time measurements
- Integration with existing quality control systems
- Staff training on moisture control best practices
Moisture control should be treated as an ongoing practice requiring continuous attention, not a one-time equipment purchase. NIST-traceable moisture analyzers provide the measurement accuracy needed for regulatory compliance while enabling process optimization across production runs.
Facilities that implement robust moisture monitoring systems typically see measurable improvements in product consistency within the first quarter. The investment pays for itself through reduced rework, lower waste rates, and fewer customer complaints about quality variations.
Frequently Asked Questions
How do you control moisture in a conveyor oven?
Control systems use powered exhaust, regulated airflow, and real-time sensors to maintain optimal humidity during processing. Multi-zone sensors automatically adjust steam injection and ventilation rates based on continuous moisture readings.
Why does my conveyor oven have moisture?
Product releases water vapor during heating, ambient humidity enters through openings, and condensation forms on cooler surfaces. This is normal but requires active management for quality control.
What happens to food quality when moisture isn't properly controlled in conveyor ovens?
Uncontrolled moisture causes uneven cooking, inconsistent texture and color, surface defects, and batch variation that increases rejection rates. Products may also experience shortened shelf life or food safety issues from improper water activity.
How much can poor moisture control cost a food processing facility?
Direct product waste typically ranges from 3-8% of production, plus increased energy costs, rework labor, and potential recall expenses. A facility processing $2 million monthly could lose $160,000/month in material waste alone at an 8% scrap rate.
What are the signs that moisture control needs improvement in my facility?
Look for visible condensation on oven surfaces, inconsistent product appearance across batches, higher defect rates, and products failing water activity specifications. Customer complaints about texture or shelf life also signal problems.
Can better moisture control actually improve production throughput?
Yes—optimized control reduces rework and rejects, enabling higher speeds with consistent quality. One cracker line doubled throughput by adding drying capacity to remove residual moisture, eliminating the need for a new production line.